Làm thế nào để mài một mũi khoan kim loại tại nhà?

Dù chiếc mũi khoan có trở thành chất lượng cao đi chăng nữa - thì sau hàng trăm chu kỳ khoan, nó sẽ trở nên xỉn màu hơn, làm mất đi độ sắc nét hoàn hảo cho chính sản phẩm tại nhà máy. Nó sẽ không khoan một lỗ hoàn hảo, không bị rách cho đến khi mũi khoan được mài trở lại độ sắc bén như cũ.
Khi nào bạn nên mài?
Cần mài mũi khoan cho kim loại trong các trường hợp sau.
- Nhảy khỏi điểm được đánh dấu với sự trợ giúp của lõi.
- Khi cố gắng khoan mà không đánh dấu lỗ trong tương lai, mũi khoan không bắt vào điểm đã chọn bằng đầu của đầu nhọn, mà “đi bộ”, bất kể chủ nhân có nỗ lực như thế nào.
- Có tiếng đập, tiếng gõ, tiếng ồn trong quá trình khoan, biến thành tiếng kêu tần số cao. Tiếng gõ và rung làm lỏng máy khoan (hoặc máy khoan búa). Đối với cơ khí bị hỏng do mũi khoan cùn, bạn không thể khoan bằng máy khoan mới mua: một máy khoan mới thường bị hỏng vì điều này.
- Quá nóng ngay cả sau một phút hoạt động liên tục. Quá nhiệt của thép tốc độ cao sẽ làm mất các đặc tính sức mạnh của nó (độ dẻo dai, độ cứng) và sản phẩm sẽ chỉ phù hợp với đồ gỗ chứ không phải kim loại.
- Các hạt kim loại bị xé rách, các phoi xoắn ốc biến mất.
Nếu phát hiện thấy một hoặc nhiều dấu hiệu, hãy ngừng khoan ngay lập tức và kiểm tra độ sắc của đầu nhọn và các cạnh xoắn ốc.

Công cụ bắt buộc
Bất kỳ dụng cụ nào đã chọn, kể cả những dụng cụ được trang bị động cơ điện, đều phải mài các sản phẩm bằng thép (dao, khoan, kéo, v.v.). Yêu cầu thứ hai là giữ cho mũi khoan được mài sắc trong quá trình này. Việc khoan mài nhanh chóng và hiệu quả như thế nào phụ thuộc vào việc thiết lập góc mài yêu cầu của lớp thép thừa từ các cạnh của mũi và tốc độ đẩy sản phẩm về phía đá mài. Các công cụ mài được cơ khí hóa cho phép bạn đưa một mũi khoan có đường kính 3-19 mm về trạng thái làm việc trong vài phút. Mũi khoan xoắn được mài sắc trên các máy đặc biệt hoặc máy thông thường có động cơ điện và hệ thống cấp liệu đơn giản. Một chiếc máy như vậy có thể được lắp ráp độc lập trong nhà để xe - không cần phải mua máy chuyên nghiệp; thường thì việc nắn thẳng mũi khoan bằng dũa, đá mài hoặc hình tròn.



Người Bungari
Bên cạnh bộ truyền động điện, người thợ chính sẽ cần một phụ tùng, trong đó sản phẩm đã quay được kẹp.
Kích thước hạt của đá mài được chọn sao cho mắt thường không thể nhìn thấy các rãnh nhỏ do các hạt vụn thủy tinh mài kim loại để lại.

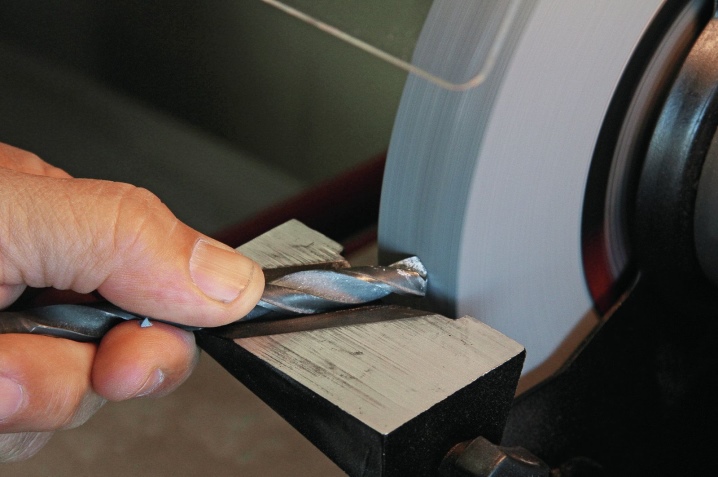
Để quay mũi khoan với máy mài, hãy làm như sau:
- kẹp mũi khoan theo chiều dọc trong một cơ phó;
- mài cạnh sau để loại bỏ các dấu hiệu mòn;
- mài lưỡi cắt một góc 120 °.
Không giữ mũi khoan liên tục quá hai giây. Các phiên ngắn bao gồm việc loại bỏ các lớp hợp kim mỏng, nhỏ hơn 1 mm khỏi mép làm việc. Máy khoan đã sẵn sàng để sử dụng trở lại.

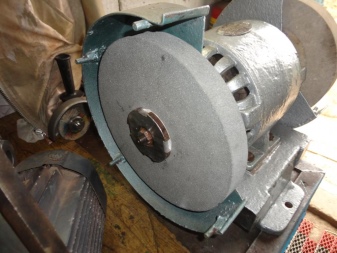
Gọt chì
Máy mài được phân biệt bởi tốc độ sử dụng, khả năng di chuyển, nhưng người chủ trả tiền cho việc quay với sự trợ giúp của nó với rủi ro thương tích. Ngay cả khi đặt một tấm bảo vệ lên máy mài, vẫn có khả năng bánh xe bị nứt, dao bị kẹt ngắn với tốc độ hàng nghìn vòng / giây. Máy mài giảm nguy cơ chấn thương do bản thân máy được cố định cứng cáp. Nếu không thể xác định được góc mài, người ta dùng một khuôn nhựa, bôi lên bề mặt cần mài trước khi bắt đầu mài. Để người giữ không đi sang một bên, nó được gắn bằng một chốt. Để biến mũi khoan thành máy mài, hãy làm như sau.
- Kẹp mũi khoan vào giá đỡ và bật máy.
- Di chuyển các cạnh cắt đến bánh mài một góc 120 °.
- Nếu có vết khía và vết lõm trên mũi khoan, hãy mài chúng từ mọi phía. Chúng phá vỡ sự liên kết của sản phẩm và mũi khoan, khiến máy khoan rung động không cần thiết.
Các mũi khoan mài có đường kính lớn, do tổng nhiệt dung tăng lên, thép sẽ nóng lên, chuyển từ tốc độ cao thành tốc độ thông thường, không thích hợp để khoan bất kỳ loại thép nào khác.


Mũi khoan
Mũi khoan cho phép bạn mài các mũi khoan cho kim loại. Sơ đồ các hành động như sau.
- Lắp bộ chuyển đổi cho các mũi khoan thông thường trên máy khoan. Trên một máy khoan điện đơn giản, nó không chắc là bắt buộc.
- Lắp một mũi khoan vào lỗ có đường kính mong muốn.
- Bắt đầu khoan và mài mũi khoan ở một bên.
- Để xoay lưỡi cắt thứ hai, hãy xoay mặt còn lại của mũi khoan từ cùng một đầu.
Mũi khoan sẽ chỉ mài một mũi khoan hơi xỉn màu.
Sản phẩm có vết lõm và vết khía trên lưỡi cắt không thể được mài sắc bằng mũi khoan.
Nhưng do chi phí tương đối thấp - so với các công cụ khác - nên việc biến các mũi khoan trên một vòi phun là không đắt.




Tệp hoặc tệp
Dũa không thích hợp để gia công thép tốc độ cao, được đặc trưng bởi độ cứng tăng lên so với các cấp và cấp thép khác. Khi sử dụng đá thô hoặc đá phủ kim cương, rất khó để duy trì góc mài mong muốn bằng tay. Sử dụng các thiết bị mài có động cơ.

Công nghệ
Để mài một mũi khoan với chất lượng cao, cần có một số thiết bị nhất định. Dù là mũi khoan nhỏ hay lớn đều không thành vấn đề - công nghệ giống nhau: công việc chính được thực hiện bởi các cạnh cắt ở cuối, và các cạnh xoắn ốc bên cạnh căn chỉnh lỗ khoan, chuyển phoi vào các rãnh xoắn ốc.

Cách đơn giản nhất để mài một mũi khoan là một ống bao, đường kính trong của nó bằng đường kính với tiết diện của chính mũi khoan. Tay áo được cố định chắc chắn ở góc mong muốn. Nó được chọn theo cách sau - mũi khoan phải nhập mẫu một cách rõ ràng và nỗ lực, không sai lệch dù chỉ một độ. Nếu mũi khoan bị lệch, các cạnh nghiêng sẽ không phục hồi chính xác và sẽ bị "đi" trong khi làm việc. Ống bọc có thể được hoàn thiện bằng các ống kim loại màu, đường kính trong của ống này bằng các giá trị phổ biến nhất của đường kính sản phẩm.

Đặc biệt những người thợ thủ công am hiểu trang bị thêm cho thiết bị này một khối gỗ, được khoan những mũi khoan có đường kính khác nhau.
Khuôn mẫu bao gồm một công cụ tiện dụng tạo điều kiện thuận lợi cho việc đưa mũi khoan vào bánh mài để mài sắc và không cho phép sản phẩm di chuyển theo hướng ngược lại. Loại gỗ mà thanh được làm càng cứng thì góc được đặt càng chính xác: ví dụ: người thợ bậc thầy sử dụng một thanh gỗ sồi để cung cấp cho mũi khoan, trong khi dao động của mũi khoan trong đó trong quá trình mài sắc bị loại trừ, độ xoay của nó. bị loại trừ. Máy - ví dụ, cùng một loại đá mài - có thể được sản xuất tại nhà: cái chính là đá mài không bị căn giữa, không bị rung trong quá trình hoạt động.

Góc chính xác
Góc được xác định bởi loại thép hoặc kim loại khác (hoặc hợp kim) mà các lỗ được khoan. Kim loại hoặc hợp kim có độ cứng càng thấp thì góc mài càng lớn. Vì vậy, đối với thép, gang và đồng, các phôi cần được khoan, góc mài đạt tới 120 °, đối với nhựa và kim loại kiềm mềm như magiê - 85 °.


Nhưng đối với đồ đá bằng thủy tinh và sứ, góc thậm chí còn nhỏ hơn - 135 °, điều tương tự cũng được yêu cầu đối với hợp kim nhôm và đồng mềm.
Bất kỳ loài cây nào cũng yêu cầu 130 °. 115 ° là đủ cho thép không gỉ. Thực tế là kim loại dễ sinh ra nhiều phoi hơn trong thời gian ngắn, xảy ra ma sát quá mức, mũi khoan nóng lên nhiều hơn và nhanh hơn. Và nhiệt độ quá cao sẽ làm nó bị xỉn màu - ngay cả thép cứng mà từ đó mũi khoan được tạo ra cũng được tôi luyện khi nung nóng. Thép của sản phẩm mất đi độ cứng và bắt đầu cùn hơn.

Gỡ lỗi
Có thể mang máy khoan chế tạo lại tại nhà trên các loại đá mài đặc biệt kết hợp mài thô thép tốc độ cao với thép hạt mịn. Các đĩa này chứa một chất độn tương đối mềm giúp loại bỏ các vết xước thô, vết khía và vết đục khi làm việc. Chúng được loại bỏ mà không làm thay đổi hình dạng của các cạnh cắt. Các đĩa này được đặt trên máy mài hoặc máy khoan, và mũi khoan được kẹp trên một kẹp riêng hoặc trong một cơ cấu ngược lại. Nếu quá trình xử lý với các bánh xe thô ráp, thì bản thân sản phẩm được mài bằng một bánh xe quay bằng đá nhám.

Kiểm tra
Việc kiểm tra nhanh độ mài chính xác được thực hiện bằng một mẫu đặc biệt đo chiều dài của các cạnh cắt, vị trí của mũi, góc vát của các rãnh đầu ra trên mũi khoan và giá trị của góc dọc lưỡi sắc.

Cắt xén
Nếu mũi khoan 10 mm của chủ nhân bị xỉn màu, thì sản phẩm được mài từ cạnh của cạnh trước. Nhiệm vụ là tăng góc của lưỡi cắt và giảm độ xiên của mép dẫn, thu hẹp mép ngang.
Sau đó sẽ cho phép cạo kim loại hoặc hợp kim trên phôi tích cực hơn ở tâm lỗ.
Điều này ngăn chặn sự phá vỡ gia tốc của các hạt thép nhỏ nhất từ điểm, có nghĩa là nó kéo dài tuổi thọ của máy khoan, giúp bạn có thể khoan nhanh hơn và nhiều hơn. Sản phẩm được mài thêm ở góc thông thủy nhỏ, giúp giảm lực ma sát trong các lỗ đã cắt.


khuyến nghị
Các mũi khoan thông thường được mài bằng tay của chính họ trên một máy mài đơn giản, một cưa có đĩa mài lớn, một máy mài hoặc một máy khoan có vòi phun. Nhưng đối với những chiếc vương miện, có thể cần một máy đặc biệt. Sự thật là vương miện có một trục - mũi khoan chính, là một sản phẩm thông thường. Và nếu nó mài theo một cách đơn giản, thì mép răng cưa của vương miện sẽ yêu cầu điều kiện máy móc. Điều này cũng đúng đối với các cuộc tập trận hình nón.

Không mài các mũi khoan mà không có nắp bảo vệ và màn chắn - bụi thép phát tán rất nguy hiểm cho mắt. Nhiều tổn thương ở mắt, bị tắc bởi các mảnh vụn gây khó khăn cho việc lấy chúng ra.
Trong trường hợp xấu nhất, do say thép bị rỉ sét trong môi trường mặn, một người sẽ dễ dàng đánh mất nó. Cẩn thận không khoan vào trần nhà mà không đội mũ bảo hiểm - dăm bào rơi cũng rơi vào mắt không được bảo vệ.
Tạo góc phù hợp cho kiểu cắt của bạn. Mũi khoan quá "phẳng" sẽ không khoan được thép, quá "dốc" - gỗ, nhôm, đồng, magiê, nhựa. Một góc không chính xác sẽ làm cho mũi khoan bị lung lay và lỗ sẽ di chuyển, hoặc nó sẽ bị kẹt và gãy.
Không khoan bằng thép tốc độ cao thông thường trong thủy tinh, đồ đá sứ, đá granit, gốm sứ, đất sét có độ bền cao. Đối với những vật liệu này, có một cái gọi là chiến thắng. Hợp kim Pobeditovy vượt trội hơn đáng kể so với thép tốc độ cao về sức mạnh. Đừng cố gắng khoan qua kính cường lực - nó sẽ vỡ vụn ngay lập tức.
Không mài các mũi khoan chiến thắng bằng đá nhám trơn và các vòng tròn bằng đá thủy tinh hóa. - đối với những sản phẩm này có một viên kim cương, giống như những hình tròn mà họ cắt đá, gạch và thép cứng. Nghiền các mũi khoan thắng lợi ở tốc độ thấp.

Không làm nóng mũi khoan khi quay - thép quá nóng sẽ bị tôi luyện và trở nên xấu đi rõ rệt. Cô ấy sẽ không còn bị cứng hoặc ở tốc độ cao (nhạc cụ).
Không làm nguội mũi khoan đục đang nóng đỏ trong nước hoặc các chất lỏng lạnh khác - mũi khoan này bị các vết nứt siêu nhỏ xâm nhập từ quá trình làm mát sắc bén. Ở lần thử đầu tiên khoan một phôi, sản phẩm sẽ ngay lập tức bị vỡ.
Không làm lệch mũi khoan khi quay. Sự chăm sóc nhỏ nhất - thậm chí ở một mức độ - sẽ dẫn đến việc quay không đều, rung động sẽ xảy ra, tự làm gãy mũi khoan và nới lỏng hộp số và động cơ máy khoan.
Chiều dài của các cạnh cắt chênh lệch nhau đến 0,3 mm. Hạn chế này được quan sát thấy khi quay các mũi khoan có đường kính nhỏ.

Chiều dài của phần làm việc không được nhỏ hơn một cm. Nếu mũi khoan bị gãy làm đôi và một phần của khu vực cắt bị văng ra ngoài, thì không mài các mũi khoan có tiết diện làm việc bây giờ nhỏ hơn một cm.
Mũi khoan có đầu bằng cacbua (ví dụ như Pobedit, có đầu bằng kim cương) được mài sắc bằng cách sử dụng các công cụ tương tự như các mũi khoan làm bằng vật liệu rắn được làm từ cùng một vật liệu.
Làm thế nào nó dễ dàng để mài một mũi khoan, hãy xem bên dưới.













Nhận xét đã được gửi thành công.