Các tính năng của knurling cho máy tiện
Cán chỉ sử dụng con lăn đặc biệt là một lựa chọn phổ biến và linh hoạt được hầu hết các thợ thủ công sử dụng trong sản xuất. Giải pháp này không chỉ giúp đạt được các đường ren có độ chính xác cao mà còn đảm bảo sự tuân thủ các yêu cầu cần thiết của thành phẩm và đẩy nhanh quá trình gia công các bộ phận.

mô tả chung
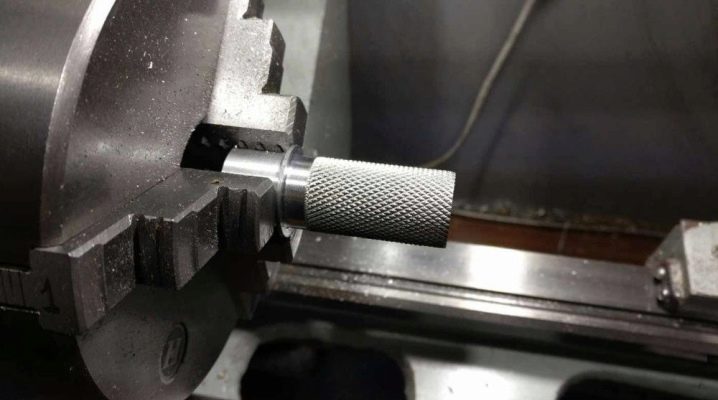
Knurling, được thực hiện trên máy tiện, là một công nghệ đặc biệt được sử dụng để tạo hình các bề mặt khác nhau của sản phẩm. Với sự trợ giúp của các công cụ đặc biệt, những người thợ thủ công xoay sở để cuộn vào các bộ phận:
-
lưới thép;
-
sự uốn nếp;
-
rủi ro;
-
các khía.


Ngày nay, phương pháp cán của quá trình gia công vật liệu theo sau bằng ren được coi là một lựa chọn phổ biến có sẵn:
-
cải thiện các đặc tính làm việc và sức mạnh của sản phẩm;
-
loại bỏ các khuyết tật - vết nứt, vết xước và các biến dạng khác;
-
tăng khả năng chống ăn mòn của sản phẩm;
-
hiện đại hóa phần tử để cải thiện hoạt động.

Một số bộ phận cần quy trình lăn để có thể sử dụng thuận tiện sau này. Ví dụ, các rãnh đặc biệt thường được thực hiện trên đầu của vít hoặc tay cầm.
Lượt xem
Gia công kim loại liên quan đến việc sử dụng hai loại khía trong máy tiện.
-
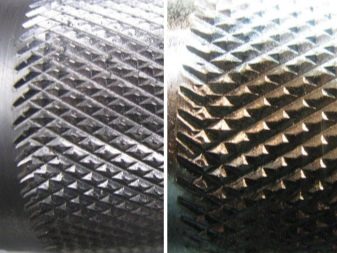
Định hình... Được sử dụng khi cần tạo hình răng và ren. Về cơ bản, các bộ phận hình trụ được xử lý. Và knurling cũng được sử dụng để tạo ra các khía trên các dụng cụ đo lường, sau này sẽ trở thành các thang đo lường. Trong nhiều ngành công nghiệp, knurling còn được gọi là xiên que.
-
Làm cứng... Sử dụng kỹ thuật này, có thể tăng khả năng chống mài mòn của sản phẩm, do đó kéo dài tuổi thọ. Và khía cạnh cũng làm tăng đặc tính sức mạnh của phần tử được xử lý. Trong quá trình xử lý, gia công cứng được áp dụng trên bề mặt của vật liệu, do đó các đặc tính hoạt động được cải thiện. Về cơ bản, knurling gia cố được sử dụng trong sản xuất ốc vít, trục hoặc ống lót.

Cán được thực hiện bằng cách sử dụng các công cụ đặc biệt - đế và con lăn, được làm bằng thép không gỉ bền. Kích thước của răng trên mỗi con lăn xác định hình dạng và kích thước của ren trong tương lai hoặc kiểu gia công khác.

Có các loại video sau.
-
Lăn... Các yếu tố được sử dụng để tạo thành một bức phù điêu trên một bề mặt. Để đạt được kết quả mong muốn, cần lắp con lăn vào giá đỡ, sau đó sẽ được lắp vào giá đỡ dụng cụ. Các con lăn nhào cũng được chia thành một và hai mặt. Cái trước là nhu cầu khi tạo thành một mô hình thẳng, cái sau là cần thiết cho việc uốn nếp lưới.

- Có răng... Áp dụng cho quá trình tạo răng, được sử dụng chủ yếu để gia công các chi tiết hình trụ. Với sự trợ giúp của con lăn có răng, các thông số mong muốn có thể đạt được chỉ trong một lần.

- phổ quát... Chúng làm cho nó có thể hình thành các nếp gấp trên các phần tử khác nhau: từ tay cầm đến chốt. Chúng cũng được thiết kế để tạo ra các vết xước và khía.

- Tiêu chuẩn... Những con lăn này là những quả bóng thông thường được lắp ráp từ thép hợp kim cứng hoặc sắt cứng. Một số bộ phận được trang bị lò xo để tạo áp lực đồng đều trên bộ phận. Ưu điểm của những con lăn này là khả năng điều chỉnh lực ép. Thông thường, sử dụng các mô hình tiêu chuẩn, các bộ phận có độ cứng tối thiểu được xử lý.


Để thực hiện công việc, cần phải tiếp cận cẩn thận việc lựa chọn con lăn, vì kết quả sẽ phụ thuộc vào kích thước, hình dạng và hiệu suất của phần tử.
Các sắc thái sử dụng
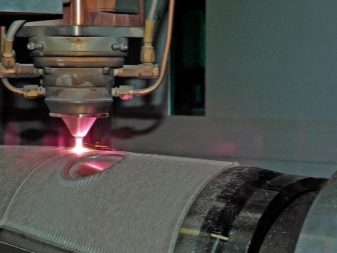
Để hoàn thành thủ tục, cần phải có thiết bị quay - một chiếc máy. Trước khi bắt đầu công việc, cần thiết lập số vòng quay trên thiết bị - không quá 100 vòng mỗi phút. Các mô hình mạnh mẽ và máy móc chuyên nghiệp có khả năng xử lý công việc cùng một lúc. Ở nhà, bạn sẽ cần cuộn sản phẩm nhiều lần.
Có bốn loại lăn:
-
trực tiếp;
-
góc cạnh;
-
vượt qua;
-
hình bán nguyệt.

Hai lựa chọn đầu tiên liên quan đến việc sử dụng một con lăn có khía. Cán chéo yêu cầu hai phần.
Đặc thù của các con lăn thực hiện cán hình bán nguyệt là một rãnh hình bán nguyệt đặc biệt có bán kính là nơi diễn ra quá trình cắt. Để ngăn chi tiết vượt ra ngoài các cạnh trong quá trình thực hiện, bán kính của rãnh phải vượt quá bán kính làm tròn của chi tiết khoảng một nửa bước khía.
Các tính năng khác của việc sử dụng knurls.
-
Đối với khía thẳng và khía chéo, kích thước của các khía phải được tính đến.nếu không, các gờ sẽ hình thành trên bề mặt.
-
Khi cán, đường kính của sản phẩm tăng trung bình 0,5 bước khía. Điều này phải được tính đến khi chọn con lăn.
-
Bước knurling được tính toán dựa trên một số thông số: đường kính và đặc điểm của vật liệu, cũng như chiều dài của bề mặt được xử lý... Ví dụ, đối với vật liệu cứng, hãy chọn bước thô. Tương tự đối với các bộ phận có lỗ lớn.
-
Quy trình cán chỉ nên được bắt đầu trước khi hoàn thiện bề mặt của chi tiết.... Điều này được giải thích là do sự xuất hiện của ứng suất lớn gây ra bởi các con lăn, do đó kích thước của các phần tử có thể thay đổi.
-
Hầu hết mọi máy đều phù hợp với nhiệm vụ, được trang bị với một bài công cụ quyền lực cao.
-
Trước khi làm thủ thuật, các con lăn phải được làm sạch kỹ lưỡng bằng bàn chải, để không làm tổn hại đến bề mặt của vật liệu được xử lý.

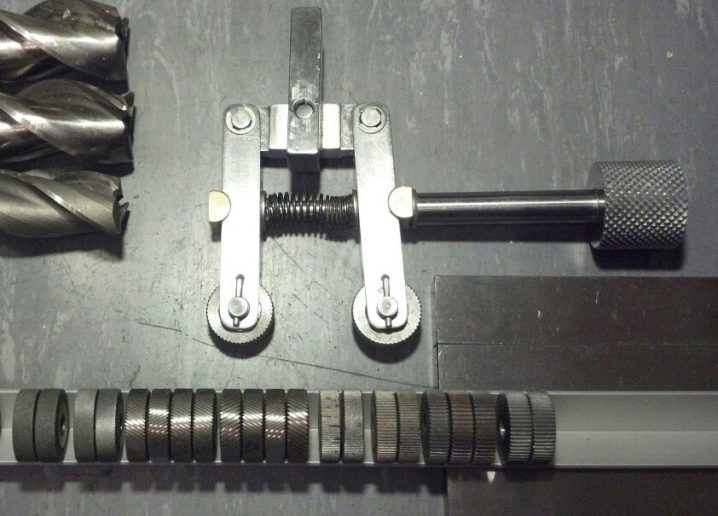
Cán là một quá trình phức tạp, trước khi thực hiện cần phải quan tâm đến việc chuẩn bị dụng cụ, vật liệu và lắp ráp kết cấu. Để bắt đầu quy trình, bạn sẽ cần lắp con lăn vào giá đỡ. Có các loại sau:
-
giá đỡ đầu nổi;
-
một - hoặc hai mặt;
-
Hình chữ U;
-
Hình chữ V.


Các kiểu máy phổ thông giúp bạn có thể làm việc với một cặp trục lăn cùng một lúc, do đó có thể đạt được dạng chữ thập. Các thiết bị khác cho phép bạn thay đổi độ sâu của các rãnh, mở rộng khả năng của thiết bị.













Nhận xét đã được gửi thành công.