Hướng dẫn máy là gì và làm thế nào để chọn chúng?
Các hướng dẫn là phần quan trọng nhất của máy công cụ, vì độ chính xác của chuyển động của dụng cụ phụ thuộc vào chúng. Từ bài viết, bạn sẽ tìm hiểu các thanh dẫn hướng tròn và tuyến tính cho máy CNC là gì, tốt hơn là nên chọn - thanh dẫn hướng lăn, bi hoặc các thanh dẫn hướng bằng nhôm khác.


mô tả chung
Mọi chuyển động lẫn nhau của phôi và dụng cụ đều xảy ra dọc theo các thanh dẫn - một loại đường ray. Cơ thể làm việc của máy hoặc thiết bị có phôi được cố định trong đó sẽ đi dọc theo chúng. Và vì những chuyển động này ảnh hưởng trực tiếp đến chất lượng của sản phẩm, các thanh dẫn hướng phải đáp ứng một số yêu cầu.
-
Độ cứng và độ cứng. Trong gia công kim loại, lực cắt lớn xảy ra - 100 kg trở lên. Không thể để cơ quan làm việc của máy “đi bộ” nhiều hơn chất lượng quy định. Do đó, các thanh dẫn được làm bằng các loại thép hợp kim - ШХ-15, 95Х18, sau đó được xử lý nhiệt, cũng như các loại gốm sứ khác nhau.
-
Lực ma sát thấp. Khi gia công các chi tiết phức tạp trên máy CNC, dao di chuyển với tốc độ giật và gia tốc. Và do ma sát tăng lên, độ chính xác của các chuyển động của nó bị mất.
-
Chống mài mòn. Trong các mẫu máy chế biến gỗ đơn giản, các thanh dẫn được đúc liền một mảnh với giường và trong máy CNC, chúng được kết nối cơ học với nó. Nhưng trong mọi trường hợp, sửa chữa là một công việc khó khăn và có trách nhiệm.

Vì có nhiều loại và mô hình máy móc, các hướng dẫn cho chúng là khác nhau.
Lượt xem
Các chuyển động định hình của bất kỳ máy nào là chuyển động quay và chuyển động tuyến tính. Họ cần các hướng dẫn thích hợp.
-
Bàn tròn thường được sử dụng trong bàn quay mà phôi được gia công từ mọi phía. Chúng được tìm thấy trong máy phay và máy 5 trục.
-
Đầu và thước cặp điện của máy tiện và máy đa hoạt động với CNC di chuyển dọc tuyến tính theo chiều dọc và chiều ngang.
-
Độ nghiêng là cần thiết cho các máy công cụ chuyên dụng.

Càng dễ chế tạo các thanh dẫn hướng, chúng càng rẻ, nhưng không phải lúc nào chúng cũng cho độ chính xác cần thiết của các chuyển động. Vì vậy, cần phải chọn chính xác hình dạng của mặt cắt.
-
Hình chữ nhật, đúc cùng lúc với giường, đơn giản nhất. Thường được tìm thấy trong các máy để bàn rẻ tiền.
Do diện tích chịu lực lớn, chúng chịu tải tốt với tải trọng tĩnh, nhưng chúng có lực ma sát cao.
Chúng không khác nhau về độ chính xác cao của quá trình làm việc, bởi vì do mài mòn, hiện tượng ăn mòn xuất hiện giữa đường ray và ống lót. Nhưng chúng có thể được sửa chữa, chúng rất dễ đánh bóng.


- Hình tam giác hoặc hình lăng trụ, chính xác hơn là nhờ các cạnh được vát cạnh nên không có khe hở. Chúng được sử dụng rộng rãi trong chế tạo máy công cụ, nhưng hiện đang dần bị thay thế bởi các loại khác.

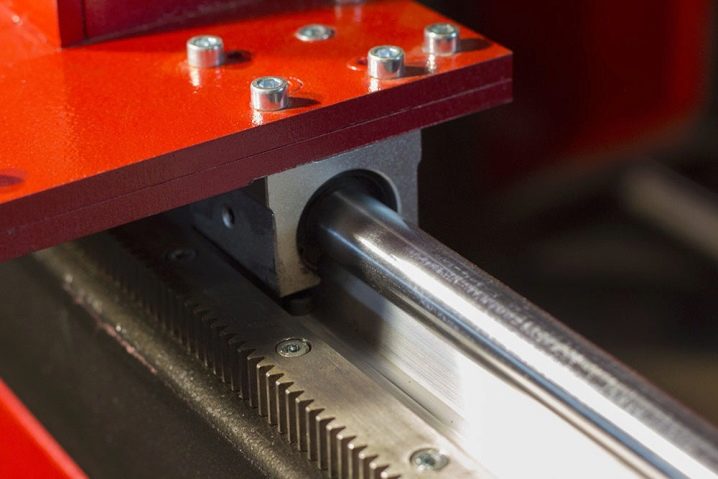
- Trục hình trụ được đánh bóng - Đơn giản và thông dụng, dễ dàng lắp đặt vào máy hoặc thay thế. Làm cứng cảm ứng và hoàn thiện bề mặt đảm bảo chống mài mòn và hệ số ma sát thấp. Nhưng có một nhược điểm - việc buộc chặt dọc theo các cạnh dẫn đến hiện tượng võng xuống dưới trọng lượng của chính nó hoặc dưới khối lượng của thước cặp. Một chút, nhưng đã dẫn đến lỗi sản phẩm. Do đó, các thanh dẫn như vậy không được làm dài hơn 1 m và tỷ lệ giữa đường kính với chiều dài của trục ít nhất phải là 0,05, và tốt nhất là 0,06-0,1.

- Trục có trục khả năng chống uốn và xoắn tốt hơn. Và ống lót, đi dọc theo trục, không thể tự quay, điều này tạo thêm độ cứng cho toàn bộ máy. Nhược điểm của trục spline cũng giống như các trục được đánh bóng.Và một điều nữa - trục có rãnh rất khó lắp chính xác vào máy, vì vậy chúng rất hiếm.


- Đường ray hình trụ - đây là những thanh dẫn tròn bình thường, nhưng dọc theo toàn bộ chiều dài, chúng được hàn vào giá đỡ hình lăng trụ. Điều này làm tăng độ cứng. Khi máy làm việc với các phôi lớn, các thanh dẫn này bị uốn cong với giường, do đó vị trí tương đối của dao hoặc phôi không thay đổi. Điều này có nghĩa là độ chính xác tăng lên. Và những đường ray như vậy là không tốn kém.


- "Khớp" được sử dụng trong các máy công cụ nặng đòi hỏi độ cứng và ổn định khi chịu tải trọng tĩnh và xoay chiều. Chúng được đúc liền một khối với giường nên khó sửa chữa khi bị mòn. Chỉ có một nhà sản xuất hoặc một người rất kín đáo làm việc bằng tay sẽ có thể mài các mặt phẳng dọc theo toàn bộ chiều dài. Nhưng đường ray như vậy phục vụ trong một thời gian dài.
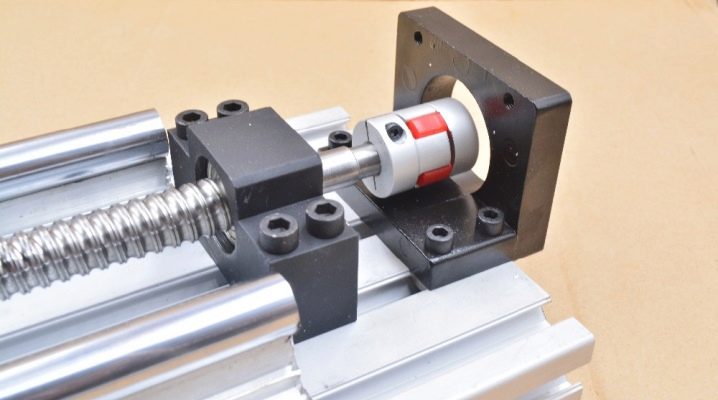
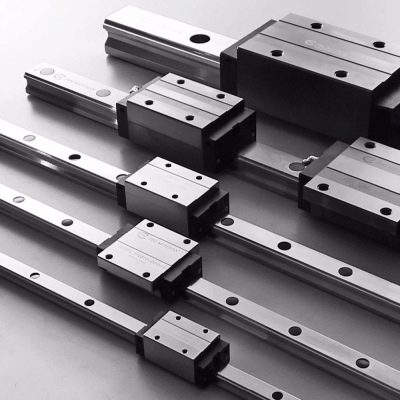
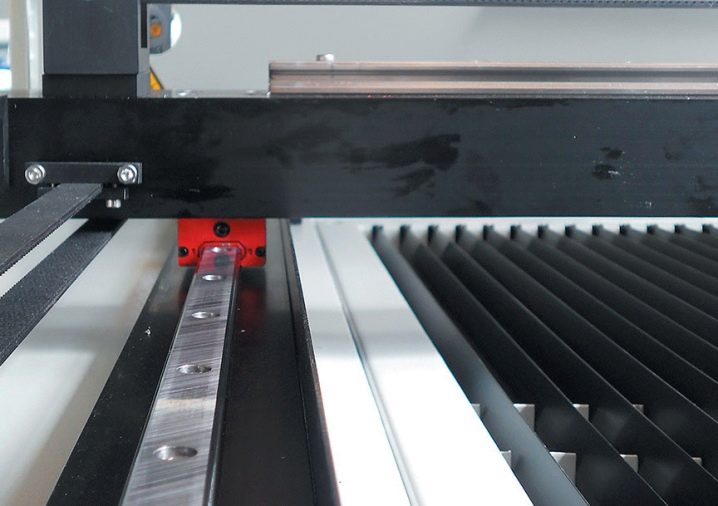
- Thép nhôm định hình - đáng tin cậy nhất trong công việc. Nhờ các rãnh mà các viên bi hoặc con lăn di chuyển, các thanh dẫn này giữ tải tốt, không chơi, không xoắn hoặc uốn cong.
Nhưng chúng đắt tiền, vì chúng đòi hỏi quá trình xử lý chất lượng cao đặc biệt trong quá trình sản xuất. Và chúng cũng khó lắp vào máy, vì cần độ chính xác cao và sự thẳng hàng của các chốt.
Chất lượng của máy không chỉ bị ảnh hưởng bởi bản thân các thanh ray, mà còn bởi ống bọc của chúng. Trong kỹ thuật cơ khí, chúng được kết hợp thành một thuật ngữ - hướng dẫn. Độ ma sát, độ chính xác định vị và mọi thứ ảnh hưởng đến chuyển động đều phụ thuộc vào thiết kế của cặp này. Do đó, các thanh dẫn được tạo ra khác nhau: trượt, lăn và kết hợp.
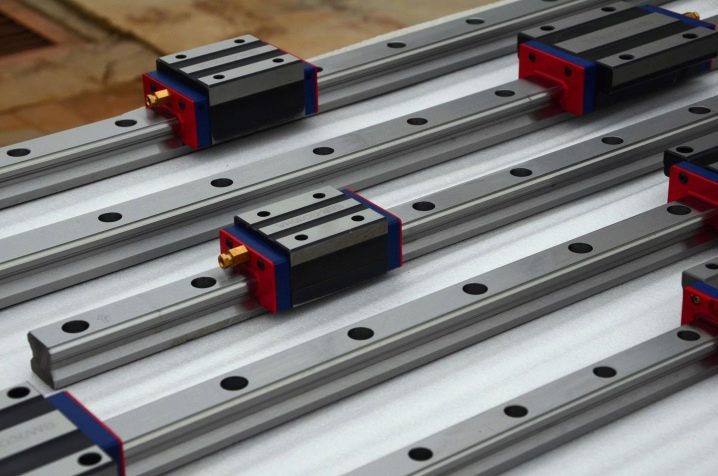
Hướng dẫn lăn bánh
Trong đó, ống lót caliper trên quả bóng hoặc con lăn di chuyển dọc theo đường ray. Các rãnh vít đặc biệt được thực hiện trên tay áo, nhờ đó các quả bóng khi chạm đến mép sẽ quay trở lại vị trí ban đầu. Nó giống như một ổ trục. Giải pháp này có nhiều ưu điểm.
-
Đặc tính động lực học tốt và ma sát thấp - thước cặp có thể nhanh chóng tăng tốc và dừng lại. Điều này rất cần thiết để gia công chính xác các chi tiết nhỏ như rãnh và rãnh.
-
Tản nhiệt thấp - ray không bị biến dạng do tác dụng nhiệt. Điều này đặc biệt tốt cho các thiết bị có độ chính xác cao (chính xác).
-
Dễ bảo trì - khi mòn, chỉ cần thay bi là đủ. Chúng mềm hơn ray dẫn hướng và do đó bị mòn nhanh hơn.


Nhưng có một nhược điểm - khả năng giảm chấn nhỏ. Điều này có nghĩa là rung động được tạo ra trong quá trình cắt luôn được truyền đến giường. Điều này sẽ làm giảm độ chính xác gia công và dẫn đến phế liệu. Rung động xảy ra, ví dụ, khi kho không đồng đều trong các hoạt động gia công thô.
Các thanh dẫn con lăn hơi khác nhau về thiết kế. Chúng là con lăn và quả bóng.
-
Con lăn chịu được tải trọng cao hơn con lăn. Nhưng ma sát xảy ra ở đầu các con lăn làm giảm tính chất động lực học.
-
Ổ bi phù hợp hơn cho công việc chính xác, nhưng không chịu được dữ liệu cắt cao.


Đối với điều kiện khó khăn, cần xây dựng các công trình khác.
Hướng dẫn trang trình bày
Trong chúng, tay áo trượt dọc theo đường ray dọc theo lớp chất bôi trơn. Do diện tích hỗ trợ lớn, chúng có thể chịu được tải trọng nghiêm trọng, bao gồm cả tải trọng xung kích, do đó chúng được sử dụng rộng rãi trong các chế độ xử lý ban đầu. Nhưng trong các thanh dẫn này, lực ma sát tĩnh lớn hơn nhiều so với lực ma sát chuyển động, do đó, ở tốc độ thấp, các nút không chuyển động thẳng đều mà chuyển động nhảy.


Để bù đắp điều này, các giải pháp kỹ thuật khác nhau được sử dụng.
-
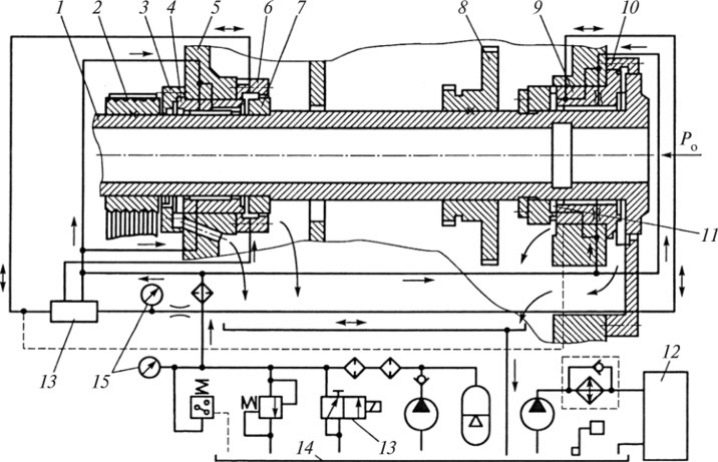
Thủy động lực học có thiết kế đơn giản và đáng tin cậy. Trong đó, dầu được hút vào qua các rãnh bôi trơn giữa đường ray và ống lót, ngăn cách các bề mặt cọ xát. Các rãnh này dọc theo toàn bộ chiều dài của thanh ray. Các thanh dẫn này có độ cứng cao và đặc tính giảm chấn tốt. Nhược điểm - chúng chỉ hoạt động tốt ở tốc độ cao, nếu không sẽ không có tác dụng thủy động lực học. Ngoài ra, điều kiện vận hành xấu đi trong quá trình tăng và giảm tốc.Các thanh dẫn này được sử dụng rộng rãi trong máy bào và máy băng chuyền.
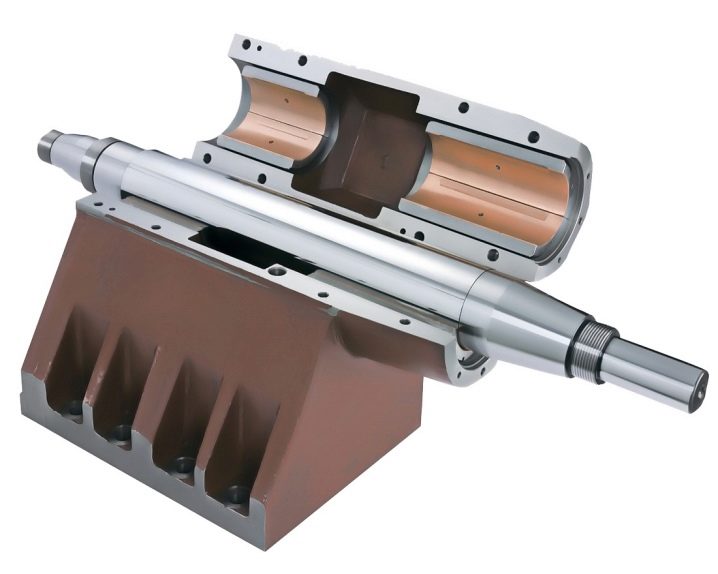
- Các thiết bị thủy tĩnh không có những nhược điểm này. Trong đó, dầu bôi trơn được cung cấp dưới áp suất từ một máy bơm, do đó, trên bề mặt luôn có một lớp màng dầu có độ dày từ 10-50 micron, và đôi khi là 100 micron.

Nhưng chúng có những nhược điểm nghiêm trọng - chúng cần thiết bị để tuần hoàn và lọc dầu, sự gia nhiệt xảy ra trong quá trình vận hành và cần có các thiết bị đặc biệt để cố định thước cặp ở vị trí mong muốn. Ngoài ra, hệ thống rất khó bảo trì.
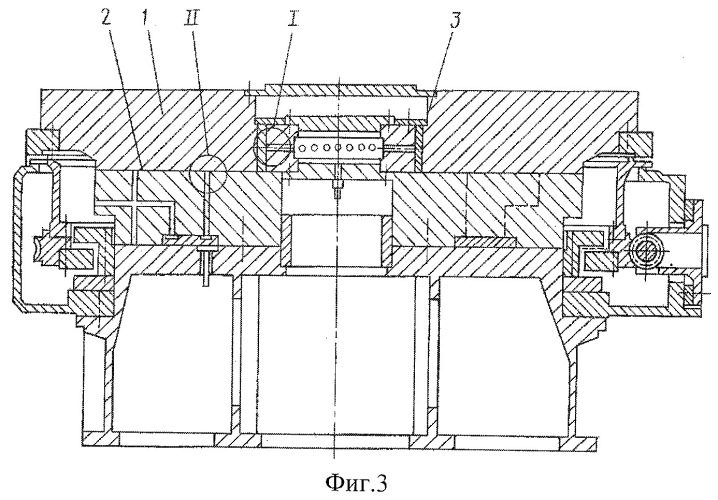
Dẫn hướng thủy tĩnh được sử dụng rộng rãi trong các máy công cụ CNC có độ chính xác cao và nặng. Chúng mở và đóng. Đầu hở (không có dải) được thiết kế đơn giản hơn và được sử dụng trong điều kiện hoạt động ổn định và có khối lượng thước cặp lớn. Những cái đóng kín có khả năng chống uốn và nghiêng tốt hơn, nhưng đòi hỏi phải được xây dựng cẩn thận và tốn kém.
- Loại khí nén sử dụng không khí thay vì dầu. Do đó, chúng có độ ma sát thấp, độ chính xác và độ bền cao. Và nếu bạn loại bỏ nguồn cung cấp khí, thước cặp sẽ được cố định chắc chắn, không giống như các thiết bị thủy tĩnh. Nhưng độ cứng và động lực học của chúng kém hơn, hơn nữa do mật độ không khí thấp nên xuất hiện dao động. Ngoài ra, các đường dẫn khí phải được làm sạch thường xuyên.

Những hướng dẫn này đã chứng minh giá trị của chúng trong các máy công cụ nhẹ. Chúng được sử dụng trong máy đo tọa độ, máy PCB và các thiết bị tương tự.
Các cấu trúc thường được sử dụng để kết hợp các phẩm chất tích cực của các loại thanh dẫn hướng khác nhau.
Kết hợp
Bôi trơn bán lỏng hoặc lỏng, hỗn hợp ma sát trượt lăn và các dung dịch khác được sử dụng. Chúng cung cấp độ cứng cao và hoạt động trơn tru. Nhưng chúng có tuổi thọ ngắn.
Thiết bị càng hoàn hảo, nó cần được bảo vệ khỏi hư hỏng và bảo trì thường xuyên.
Phụ kiện và vật tư tiêu hao
Nhiệm vụ chính là đảm bảo rằng không có gì ngoài dầu giữa các bộ phận cọ xát. Đối với điều này, các thanh dẫn được bảo vệ bằng các thiết bị đặc biệt.
-
Bảo vệ tôn cao su sẽ không cung cấp chất làm mát (chất lỏng cắt) dính vào các sản phẩm kim loại, nó sẽ bảo vệ khỏi bụi và các mảnh vụn nhỏ. Nhưng nó sẽ không đối phó với các mảnh vụn sắc nhọn hoặc các vật thể lớn, ví dụ, nếu phôi rơi trên giường.
-
Bảo vệ cuộn đáng tin cậy hơn. Khi thước cặp di chuyển, nó cuộn lại, và ngược lại, mở ra. Do đó, các thanh dẫn luôn được bao phủ bởi một băng kim loại, mặc dù là một tấm có thành mỏng.
-
Kính thiên văn là đáng tin cậy nhất. Hộp dày mở rộng đến hết chiều dài của thanh dẫn và đóng chúng ở mọi phía.

Nhưng hãy nhớ rằng bảo vệ càng lớn thì càng tốn nhiều công sức để gấp nó lại. Và ma sát càng mạnh. Vì vậy, bạn không nên lấy phiên bản kính thiên văn cho những máy yếu hoặc chính xác cần chất lượng động cao. Nhưng nó cũng không được khuyến khích để bảo vệ.
-
Các hướng dẫn đôi khi cần được làm sạch bằng tay. Điều này đòi hỏi một máy cạp.
-
Và nếu quá nhiều mảnh vụn được tạo ra trong quá trình hoạt động, thì bạn nên sửa cần gạt nước trên thước cặp.
Và công nghệ thích chải chuốt.
-
Một miếng giẻ là lý tưởng để loại bỏ bụi bẩn và dầu cũ bám trên bề mặt.
-
Và dầu để bôi trơn bề mặt bảo vệ các bộ phận khỏi bị ăn mòn. Ngoài ra, định kỳ cần phải tráng các thanh dẫn trong dầu để làm sạch chúng khỏi các ôxít.

Nhưng nếu những công cụ này không hoạt động, bạn luôn có thể mua các hướng dẫn mới.
Các tính năng của sự lựa chọn
Khi sửa chữa, bạn có thể chỉ cần mua các hướng dẫn tương tự. Hoặc bạn có thể nâng cấp máy. Chỉ cần xem xét một số điểm.
-
Các hướng dẫn được tải trước. Nó được điều chỉnh bởi đường kính của các quả bóng hoặc con lăn trong xe. Ví dụ, đối với máy tiện có CNC theo trục X và Y, lực can thiệp phải là 0,08C. Và đối với trục Z, nó phải là 0,13C. Khi đó, độ cứng cao của toàn bộ cấu trúc được đảm bảo.
-
Các thanh dẫn phải tương ứng với cấp chính xác của toàn bộ máy.

Xác định loại sản phẩm.
-
Đối với phôi mềm dài dưới 1 m, trục đánh bóng là phù hợp.
-
Để mài các miếng kim loại hoặc gỗ lớn, bạn cần có các thanh ray định hình.
Và cuối cùng, chỉ mua linh kiện ở những cửa hàng đáng tin cậy.
Thường có hàng giả không chỉ làm hỏng phôi mà còn phá vỡ hợp đồng. Và để chứng minh trường hợp của bạn, hãy quay việc giải nén các hướng dẫn mới trên video chỉ trong một lần chụp mà không cần chỉnh sửa.













Nhận xét đã được gửi thành công.