Tất cả về Larsen Dowels

Đầu thế kỷ XX được đánh dấu bằng một số lượng lớn các khám phá và phát minh trong lĩnh vực khoa học kỹ thuật và công nghệ. Năm 1902, một kỹ sư đến từ Bremen (Đức) Trigve Larsen đã đưa ra một quan sát thú vị: nếu các dải kim loại được uốn cong theo hình máng thì chúng có thể được tán với nhau để tạo thành một bề mặt liên tục. Cải tiến kỹ thuật được cấp bằng sáng chế vào năm 1910, và ngay sau đó nhà máy Tyssen bắt đầu sản xuất các sản phẩm này, được đặt theo tên của nhà phát minh người Đức.


Nó là gì?
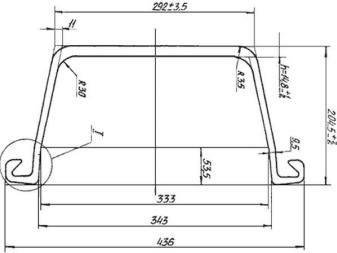
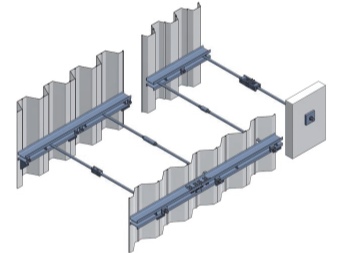
Cọc ván - Cọc ván cừ larsen là một mặt cắt đặc biệt với các cạnh tròn - các chốt có thể được kết nối với nhau, tạo thành một bề mặt gần như không thể xuyên thủng. Sự hiện diện của các rãnh cho phép bạn kết nối nhiều phần tử cùng một lúc mà không yêu cầu sử dụng hàn.
Các ứng dụng
Ngày nay cọc ván được sử dụng thành công cho:
- rào ao, hồ chứa, đập, cống;
- bảo vệ chống đổ, sập tường hố móng, hào, móng;
- cách ly những nơi chứa các chất xâm thực (ví dụ, bãi chôn lấp và nơi thu gom), cũng như đường bộ và đường sắt;
- gia cố các khu vực đất dễ bị sạt lở;
- xây tường trong hầm, bãi đậu xe ngầm, nhà để xe;
- thiết bị công trình thoát nước;
- tạo ra các bức tường cách âm (ví dụ, xung quanh các đường cao tốc ồn ào);
- bố trí kênh thoát nước xung quanh các tuyến đường;
- xây dựng hồ chứa nước ngầm;
- cũng như khi xây dựng bến, cầu, đập.



Thông số kỹ thuật
Đặc tính độ bền kéo của cọc ván ít nhất phải đạt 1497 MPa. Trọng lượng 1 / lm, tùy thuộc vào loại cọc ván, có thể thay đổi từ 53 đến 140 kg. Một mét vuông nặng từ 78 đến 252 kg. Các nhà sản xuất sản xuất cọc ván với nhiều kích cỡ khác nhau: chiều dài có thể từ 5 đến 22 mét. Các thông số giá phụ thuộc vào trọng lượng của đống và dao động trong khoảng từ 58.710 đến 64.000 rúp mỗi tấn. Theo quy định, chi phí trên mỗi mét tuyến tính không được xác định.


Một đặc tính cụ thể của cọc ván cừ Larsen là vòng quay - số lượng các vết lõm và rãnh có thể có mà một mặt cắt có thể chịu được, trong khi vẫn duy trì các đặc tính hoạt động của nó. Thông số này phụ thuộc vào chất lượng của nguồn nguyên liệu. Ngoài ra, điều quan trọng là:
- độ dài hồ sơ (doanh thu ngắn cao hơn);
- trình độ và sự tôn trọng của người cài đặt;
- Dụng cụ đã qua sử dụng;
- sự hiện diện của hàn trong các khớp của các cấu hình;
- tình trạng của đất mà cọc ván đang được đưa vào.



Trung bình, số chu kỳ lặn được giả định là bảy, tuy nhiên, tùy thuộc vào các điều kiện trên, giá trị này có thể dao động lên hoặc xuống tới 50%. Hiện tại, không có tiêu chuẩn nhà nước nào quy định các đặc tính và điều kiện kỹ thuật để sản xuất cọc ván cừ Larsen. Các nhà sản xuất thường được hướng dẫn bởi một số GOST: 4781 - 85, 7566 - 2018, 7565 - 81 và các tài liệu quy định khác xác định thành phần của vật liệu, điều kiện thử nghiệm sản phẩm và các thông số khác.

Tổng quan về loài
Cọc ván có thể được phân chia theo một số tiêu chí - vật liệu tạo ra chúng và hình dạng của khóa.
Theo loại vật liệu
Theo loại vật liệu được sử dụng để sản xuất, cọc ván được chia thành kim loại và nhựa, trong một số trường hợp chúng được làm bằng bê tông cốt thép hoặc gỗ.
Cọc kim loại
Hiện tại, cọc kim loại là phổ biến nhất. Theo quy định, chúng được làm bằng thép carbon thấp có chất lượng thông thường, loại St3kp (GOST 380 - 2005). Thành phần hóa học của vật liệu này bao gồm: cacbon từ 0,14 đến 0,22%, silic - dưới 0,05%, mangan từ 0,3 đến 0,6%, niken và crom - lên đến 0,3%, nitơ và asen - không quá 0,008%, đồng trở lên đến 0,3%, tạp chất có hại - lưu huỳnh lên đến 0,055%, phốt pho lên đến 0,04%, còn lại là sắt.


Các tính chất cơ học của St3kp như sau: độ bền kéo: 363 - 460 MPa, điểm chảy: 190 - 233 MPa, độ co tương đối: 22 - 25%. Chế độ nhiệt độ, vẫn giữ nguyên các đặc tính hoạt động đã khai báo, thay đổi từ -40 C đến +400 C.
Về đặc tính cường độ, vật liệu đáp ứng đầy đủ các yêu cầu, ngoài ra, hàm lượng carbon thấp góp phần tạo nên khả năng hàn tốt. Một thông số quan trọng là chi phí tương đối thấp của các kim loại như vậy.
Theo công nghệ sản xuất, cọc thép được chia nhỏ thành:
- cán nóng và cán nguội;
- hàn;
- kết hợp.

Cán là sự thay đổi hình dạng của phôi bằng cách sử dụng trục quay của một biên dạng nhất định. Tùy thuộc vào chế độ nhiệt độ, có hai dạng chính của quá trình công nghệ này. Cán nóng liên quan đến việc làm nóng phôi trên nhiệt độ kết tinh lại để tạo điều kiện cho quá trình biến dạng dẻo. Cán nguội được thực hiện ở nhiệt độ phòng, kết quả là lớp bề mặt bị cứng lại do sự hình thành của quá trình làm cứng - sự thay đổi hình dạng của hạt kim loại.

Tùy thuộc vào mục đích, có năm loại máy cán chính, một trong số đó - phần một - được sử dụng để sản xuất các cấu hình cọc ván, cũng như các cấu hình định hình khác.
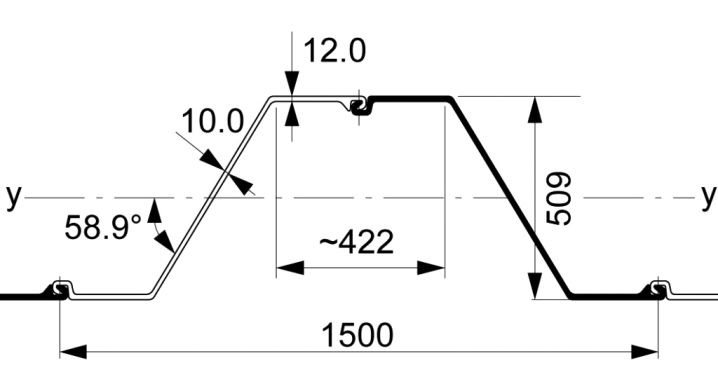
Các hình dạng biên dạng mà một lưỡi Larsen có thể có rất đa dạng: phẳng, góc cạnh, hình máng, dầm chữ I, hình chữ Z, hình chữ S, kết hợp, gia cố, v.v.

Phổ biến nhất là biên dạng hình lòng máng. Lưỡi phẳng được sử dụng trong các trường hợp không thể áp dụng neo, cũng như khi làm hàng rào trên các bề mặt tròn. Các yếu tố góc đặc biệt được sử dụng để kết nối các cọc. Trong một số trường hợp, chốt chặn nhỏ được thực hiện. Việc lựa chọn một hồ sơ được thực hiện tùy thuộc vào nhiệm vụ và trên cơ sở của dự án.

Cọc nhựa
Trong những năm gần đây, cùng với thép, chốt chặn nhựa Larsen ngày càng được sử dụng phổ biến. Theo quy định, polyvinyl clorua (PVC) được sử dụng để sản xuất chúng. Quá trình công nghệ của các cấu hình như vậy được gọi là đùn. Bản chất của nó nằm ở việc buộc một polyme mềm (hợp chất - PVC "thô") qua các lỗ có kích thước và hình dạng nhất định (máy đùn). Điều kiện cần thiết cho hoạt động này là gia nhiệt đến nhiệt độ 80 - 120C.


Thành phần PVC thô, bao gồm:
- các thành phần tạo màu (thường là oxit titan và oxit sắt được sử dụng để thu được màu trắng và nâu tương ứng);
- các chất phụ trợ giúp bôi trơn - khả năng hỗn hợp đi qua không bị cản trở giữa các bề mặt kim loại của máy đùn;
- chất độn được đưa vào thành phần của hợp chất để điều chỉnh các tính chất cơ lý;
- chất hóa dẻo, với sự giúp đỡ của khả năng chống lại nhiệt độ âm và tăng độ đàn hồi được đảm bảo;

So với cọc ván thép, sản phẩm nhựa được phân biệt bằng:
- chống ăn mòn;
- trọng lượng thấp, do đó giảm chi phí vận chuyển và lắp đặt;
- chi phí thấp của hồ sơ;
- khả năng chống lại sự thay đổi nhiệt độ theo mùa;
- trung tính điện;
- ngoại hình hấp dẫn cho phép bạn sử dụng hồ sơ trong thiết kế cảnh quan.

Những bất lợi bao gồm:
- hệ số giãn nở nhiệt cao (có nguy cơ phá hủy kết cấu nếu không cung cấp các khe hở nhiệt);
- giá trị cường độ thấp hơn so với thép;
- khả năng chống bức xạ tia cực tím tương đối thấp.
Theo hình dạng của lâu đài
Ngoài biên dạng, cọc lưỡi và rãnh được phân loại theo hình dạng của khóa. Ngoài ra, còn có các cọc khác không có khóa, cũng như sửa đổi mà sử dụng hàn. Các cấu hình này có thể được kết hợp với nhau để cung cấp kết nối mạnh mẽ hơn. Ở các nước thuộc Liên Xô cũ, cọc ván do Nga, Ukraine sản xuất, cũng như các loại được cung cấp từ các nước châu Âu, đã trở nên phổ biến. Ngày nay, ba loại phổ biến nhất: L4, L5, L5-UM.

L4
|
Loại lưỡi |
Loại vật liệu |
Chiều rộng hữu ích, mm |
Trọng lượng đồng hồ chạy, kg |
Trọng lượng trên mét vuông, kg |
Cường độ tường, kN / m |
Thị trường phổ biến |
|
L4 |
St3kp, 16HG * |
405 |
74 |
182,7 |
517 |
cao |
- L5
|
Loại lưỡi |
Loại vật liệu |
Chiều rộng hữu ích, mm |
Trọng lượng đồng hồ chạy, kg |
Trọng lượng trên mét vuông, kg |
Cường độ tường, kN / m |
Thị trường phổ biến |
|
L5 |
St2kp, 16HG * |
420 |
100 |
216,4 |
696 – 800 |
rất cao |
- L5-UM
|
Loại lưỡi |
Loại vật liệu |
Chiều rộng hữu ích, mm |
Trọng lượng đồng hồ chạy, kg |
Trọng lượng trên mét vuông, kg |
Cường độ tường, kN / m |
Thị trường phổ biến |
|
L5-UM |
St3sp |
500 |
113,88 |
227,8 |
835 |
đủ cao |
* Thép 16HG - thép hợp kim thấp chứa khoảng 0,16% cacbon, 1% mangan và silic, phần còn lại là sắt và tạp chất; đặc tính cơ học và hoạt động gần bằng St3kp.
Phương pháp lặn
Việc xây dựng hàng rào cọc ván bắt đầu bằng việc đánh giá địa điểm xây dựng, cụ thể là sự hiện diện của các rủi ro địa chất. Sau đó, một dự án được thực hiện, trên cơ sở đó thực hiện các phép tính toán học bằng các chương trình chuyên dụng. Điều này cho phép:
- tính toán tiết diện cọc cần thiết;
- xác định độ sâu ngâm cần thiết;
- đưa ra các khuyến nghị để thực hiện các biện pháp bổ sung (khi cần thiết).


Đối với thiết kế hàng rào, phương pháp cân bằng đất thường được sử dụng, có tính đến tải trọng tác động lên nó bên trong và bên ngoài, vì sự cân bằng áp suất bị xáo trộn trong quá trình đào.
Khi tính toán cọc ván, phương pháp Blum-Lomeyer (phương pháp phân tích đồ họa) được sử dụng, có tính đến áp lực chủ động và thụ động của đất và nước, độ sâu của hố và kích thước thẳng đứng của cọc ván.
Ngoài ra, chúng tôi nhất thiết phải nói đến loại tường cọc ván, có thể có hai loại xây dựng:
- mỏ neo;
- không có neo.

Nếu sử dụng kiểu neo của tường cọc ván thì điểm quay cọc nên đặt ở đáy hố đào, với kiểu không neo thì ở nơi lắp nẹp neo.
Giá trị của độ sâu ngâm cọc phụ thuộc vào chất lượng của đất: khi có chất bùn, cát, nhiều mùn, thông số này được lấy từ 2 mét, đối với đất dày đặc - từ 1 mét. Tiêu chuẩn STP 139 - 99 do Viện Gipromoststroy phát triển được sử dụng làm tài liệu hướng dẫn.
Sau khi tính toán, công nghệ ngâm được mô tả. Việc lắp đặt cọc có thể được thực hiện theo ba cách:
- bằng cách thụt đầu dòng;
- phương pháp sốc;
- sử dụng thiết bị rung.

Thực chất của phương pháp thứ nhất là đưa cọc vào đất bằng phương pháp nén tĩnh bằng thiết bị chuyên dụng. Phương pháp này ít năng suất nhất, nhưng được công nhận là an toàn và nhẹ nhàng nhất (không gây tiếng ồn và rung động).
Phương pháp thứ hai, ngược lại, rất hiệu quả, tuy nhiên có những yếu tố có hại: nền rung và tiếng ồn cao, gây nguy hiểm cho thông tin liên lạc có thể ở gần nơi làm việc, do đó, nên khoan trước "lãnh đạo. “giếng.

Ngâm rung (thường kết hợp với xói mòn) nên được sử dụng ở những nơi có các tòa nhà dày đặc, cũng như ở những nơi có đất lỏng lẻo bão hòa nước. Bản chất của phương pháp là hạ thấp bộ rung do trọng lượng và biên độ rung của nó. Việc thực hiện các công việc về đóng cọc ván được quy định bởi các văn bản liên quan. Trình tự công việc bao gồm một số hoạt động.
- Đánh dấu vị trí các cọc trên mặt đất.
- Lắp đặt (đính kèm) đầm rung vào cọc.
- Cố định lưỡi bằng dây cáp.
- Vị trí đặt cọc trong dây dẫn.
- Hạ cọc ván xuống đất đến độ sâu xác định trước.
Việc vận chuyển cọc ván có thể được thực hiện bằng bất kỳ phương tiện nào có khả năng chịu tải thích hợp.
Một điều kiện quan trọng là cần có sự gắn chặt đáng tin cậy của chúng - vì mục đích này, các miếng đệm được sử dụng. Cọc có thể được lưu trữ cả trong kho và ngoài trời.
Làm thế nào để giải nén?
Tháo dỡ cọc không phải là một hoạt động bắt buộc - trong một số trường hợp, chúng được "chôn" trong kết cấu. Tuy nhiên, việc khai thác cọc ván thường có thể mang lại lợi ích kinh tế hữu hình, vì trong trường hợp này, chúng được cho là sẽ được tái sử dụng.
Để thực hiện công việc, một công nghệ dựa trên việc sử dụng rung động đã được phát triển. Đồng thời, lực ma sát phát sinh trên bề mặt bên của lưỡi cũng giảm đáng kể. Trong một số trường hợp (trên đất cát nhẹ, cọc ngắn), có thể đào cọc ván chỉ bằng cần trục.

Lưỡi và rãnh Larsen là gì, hãy xem video bên dưới.






Nhận xét đã được gửi thành công.