Thợ đục lỗ: mục đích và mẹo chọn

Một số công việc yêu cầu một công cụ đặc biệt được thiết kế để tác động cơ học với lực phá hủy. Một thiết bị như vậy là một cái đục. Anh ta sẽ được thảo luận trong bài báo.

Nó là gì?
Máy đục của thợ khóa là một thiết bị cắt tác động để xử lý kim loại hoặc đá. Nó được làm bằng thép carbon công cụ. Đầu của dụng cụ có dạng lưỡi dao.
Công cụ này đa chức năng, nhưng nó chủ yếu được sử dụng cho:
- phá đá;
- chặt kim loại;
- đánh sập gạch;
- Đầu đinh / đinh tán "cắt" và các chốt tương tự;
- tháo / siết bu lông và đai ốc có các cạnh được "mài".


Thiết bị
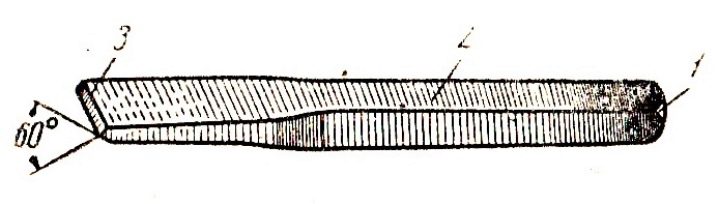
Sơ đồ thể hiện thiết bị đục của thợ mộc: 1 - đầu, 2 - que, 3 - lưỡi.
Nói chung, đục là một thanh thẳng, trên mặt cắt có thể đục được hình chữ nhật, hình tròn, hình bầu dục hoặc hình đa diện. Nó được mài sắc ở một bên (lưỡi làm việc). Đầu kia dành cho những nhát búa. Để đảm bảo an toàn cho chủ nhân trong quá trình làm việc, trên máy đục có thể lắp "nấm" bảo vệ. Nó là một tay cầm rỗng với một hạt làm bằng cao su, gỗ hoặc nhựa. Tuy nhiên, cần lưu ý rằng chỉ các tùy chọn xây dựng của công cụ thường được trang bị nấm bảo vệ. Trên cùng một vết đục, anh ta, như một quy luật, vắng mặt.
Lưỡi làm việc có mài hai mặt với các góc cắt sơ cấp và thứ cấp. Để tăng tuổi thọ cho lưỡi cắt hơi bị xỉn màu. Chuôi và lưỡi làm việc của máy đục phải chịu nhiệt cứng mà không bị hỏng.
Các loại và đặc điểm
Có khoảng 20 loại công cụ khác nhau được đề cập. Hãy liệt kê những người nổi tiếng nhất trong số họ.
- Đục đẽo - được sử dụng để làm việc với kim loại không nung chảy.
- Pike đục - được sử dụng với các thiết bị khí nén (kích và búa đập).
- Đục chữ thập - được trang bị một lưỡi cắt côn. Dùng để đục các rãnh hoặc rãnh trên kim loại.



- Đục rãnh - một phân loài của dao cắt chữ thập có lưỡi cắt định hình.
- Thợ rèn đục - gắn trên một cán gỗ dài (giống như một cái búa). Điều này cho phép tay cầm thiết bị được lấy ra khỏi kim loại nóng. Không loại trừ việc sử dụng kim loại nguội để cắt.
- Scarpel đục - một thiết bị sắc nét hơn so với mô hình thông thường, được sử dụng để làm việc với đá. Lưỡi làm việc của tùy chọn này tương tự như một lưỡi dao. Nó giúp làm mịn đá, chủ yếu được sử dụng bởi các nhà điêu khắc. Công cụ này được trang bị một cây nấm cao su, giúp bảo vệ chủ nhân không chỉ khỏi những cú đánh vào tay, mà còn khỏi sự phân tán của các mảnh vỡ.



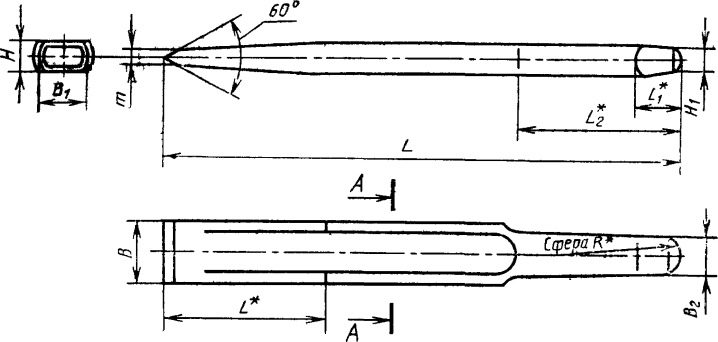
Các đặc điểm chính của dụng cụ bao gồm loại vật cố định, mục đích của nó (để gia công kim loại mềm, cứng vừa và cứng). Loại phần nổi bật (côn hoặc thẳng) cũng được tính đến. Đục được sản xuất theo một số biến thể của các bộ phận thành phần (theo yêu cầu của GOST 7211-86). Phân bổ các công cụ có tay cầm:
- mặt cắt hình bầu dục dẹt;
- mặt cắt hình bầu dục;
- mặt cắt lục giác;
- Phần I.



Theo loại bộ phận nổi bật, có các tùy chọn có:
- làm việc hình nón và phần nổi bật theo chiều rộng;
- làm việc thẳng phần nổi bật theo chiều rộng.
Nếu thiết bị được thiết kế để cắt kim loại, khi tạo ra nó, thép cacbon của các cấp U7, U8, U9, U7A, U8A, v.v. được sử dụng.Nếu công cụ được tạo ra cho đá gia công, chúng sẽ có các tùy chọn kết cấu cho thép 45, 50, 50X, có thể được trang bị thêm các miếng chèn cacbua, ví dụ, từ Pobedit.
Máy đục bằng thắng phù hợp làm việc với bê tông, kim loại, nhiều loại vật liệu khác nhau. Một vết đục như vậy sẽ tồn tại lâu hơn một thiết bị không có hàn. Nó cũng sẽ tồn tại lâu hơn mà không cần mài.
Theo yêu cầu kỹ thuật của GOST, độ cứng của đục phải tương ứng với các thông số nhất định. Đối với bề mặt làm việc có chiều dài ít nhất là một nửa tính từ lưỡi cắt đối với thép cấp 7ХФ, 8ХФ con số này là 56-60 HRC. Đối với U7A, 8HF, giá trị 54-58 HRC được cung cấp. Đối với phần nổi có chiều dài ít nhất một lần rưỡi tính từ đầu nổi đối với 7HF, 8HF, tiêu chuẩn được thiết lập là 41-46,5 HRC. Còn đối với U7A, 8HF, ở đây các chỉ số nằm trong khoảng 36,5-41,5 HRC.


Các loại thép khác có thể được sử dụng để tạo ra sản phẩm. Điều chính là các tính chất cơ học của vật liệu ở trạng thái đã qua xử lý không kém hơn các đặc tính cơ học của các giống được mô tả ở trên.
Đục phải có lớp phủ bảo vệ và trang trí. Theo GOST 9.306 và 9.032, điều này có thể là:
- ôxít với dầu, phốt phát với dầu hoặc crôm có độ dày 9 micron;
- crom dày 1 micron với lớp phụ niken được áp dụng bằng cách khử catốt với độ dày 12 micron;
- mạ kẽm dày 15 micron bằng crom và photphat, sau đó sơn bề mặt của đục bằng men nitroglyphthalic NTs132 với nhiều màu sắc khác nhau theo cấp II;
- cadimi dày 21 micrômét được mạ crôm;
- crom 1 micron với lớp phụ niken dày 14 hoặc 7 micron.
Kích thước đục khác nhau. Chiều dài thay đổi từ 100 đến 200 mm, bao gồm các tùy chọn với các chỉ số 125, 160 mm. Chiều rộng của bộ phận làm việc có thể là 5-20 mm. Về trọng lượng, phiên bản nhẹ hơn có thể nặng từ 210 đến 380 g, phiên bản nặng (dùng với dụng cụ điện) có thể nặng từ 590 đến 750 g.


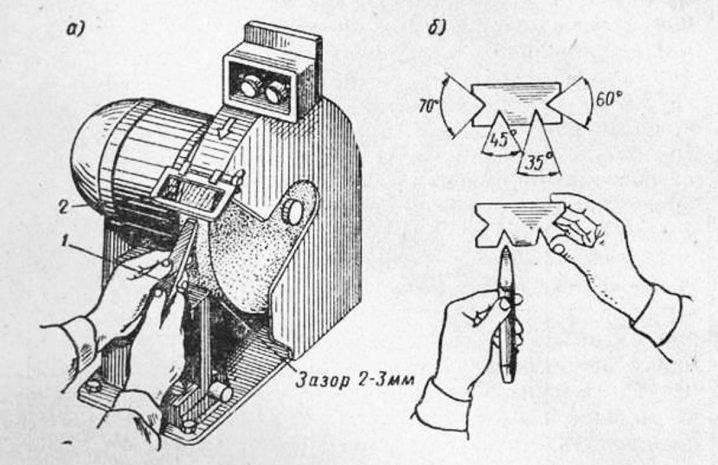
Các góc mài cũng có thể khác nhau. Đối với kim loại mềm, các sản phẩm có góc nhọn hơn (khoảng 35 độ) được sử dụng. Đối với kim loại cứng, yêu cầu góc lớn hơn (45-70 độ).
Mẹo lựa chọn
Trước khi bạn mua một cái đục, điều cần thiết trước hết là xác định loại hình nó sẽ được sử dụng: xây dựng hoặc thợ khóa. Sự khác biệt chính giữa các công cụ là sự hiện diện hoặc vắng mặt của yếu tố bảo mật, đã được đề cập ở đầu bài viết. Do đó, kích thước bị giảm và diện tích làm việc của dụng cụ tăng lên.
Cũng cần chú ý đến mác thép mà từ đó chiếc đục được tạo ra. Danh sách các loại vật liệu được đề xuất được đưa ra ở trên. Những chiếc đục chất lượng cao nhất có độ dai tốt. Điều này làm giảm nguy cơ các hạt lưỡi dao bị mẻ ra trong quá trình hoạt động, giúp công cụ an toàn hơn. Những chiếc đục được làm từ thép nhẹ hoặc có lưỡi không nung nhanh chóng bị hỏng.


Bạn không nên chọn những dòng máy giá rẻ của những hãng sản xuất ít tên tuổi, chúng có thể kém chất lượng. Dành sự ưu tiên cho các thương hiệu đáng tin cậy.
Làm thế nào để sử dụng?
- Trước khi bắt đầu làm việc với một cái đục, bạn cần đảm bảo rằng bề mặt làm việc của nó còn nguyên vẹn. Để làm điều này, chỉ cần kiểm tra mép của lưỡi dao xem có vết nứt, phoi và các khuyết tật tương tự hay không là đủ. Nếu bạn tìm thấy chúng, bạn không nên làm việc với công cụ để tránh bị thương.
- Đảm bảo sử dụng kính và găng tay khi làm việc. Có thể bổ sung đệm cao su bảo vệ thiết bị, điều này sẽ làm tăng mức độ an toàn của chủ nhân. Hãy nhớ rằng dụng cụ phải khô, nếu không nó có thể bị trượt khỏi tay (điều này áp dụng cho cả búa và đục). Khi làm việc cần theo dõi cẩn thận không có người lạ bên cạnh.
- Đừng quên đánh dấu tài liệu. Một tấm kim loại mỏng nhưng cồng kềnh có thể được cắt trên một cái đe. Đục phải được giữ thẳng đứng. Nếu phôi nhỏ, nhưng có chiều dày lớn, tốt hơn là kẹp nó trong một phó. Các miếng bọt biển phải thẳng hàng với các điểm đánh dấu.Nếu độ dày của kim loại là đáng kể, thì vạch đánh dấu phải nằm phía trên chúng 4 mm. Búa đập ngắn và rõ ràng ở phía sau của cái đục ở góc độ phù hợp.


- Khi làm việc với các tấm kim loại, hãy tính đến loại và độ dày của chúng (các tấm dày nên được cắt thành nhiều lần). Nếu bạn cần đục một đoạn dây điện, đừng cố gắng làm nó trong một lần, vì phần bị cắt có thể bay ra theo một hướng ngẫu nhiên, điều này sẽ khiến bạn mất thời gian tìm kiếm. Tốt hơn là bạn nên thực hiện một cú đánh nhẹ (khía) với kích thước nhỏ và bẻ ra phần bạn cần, cuối cùng phần này sẽ vẫn nằm trong tay bạn.
- Đừng quên rằng trọng lượng của cái búa phải lớn hơn trọng lượng của cái đục ít nhất vài lần. Nếu không, công việc sẽ trở thành một vấn đề thực sự: búa sẽ trượt khỏi bề mặt của bộ phận nổi bật của chiếc đục, và năng suất sẽ gần bằng không. Tình trạng của búa cũng rất quan trọng, đặc biệt là độ tin cậy của việc gắn nó vào tay cầm. Nếu phần nổi bật của dụng cụ nhảy ra khỏi ngăn chứa trong khi vận hành, sẽ có nguy cơ bị thương.
- Hãy nhớ rằng chiếc đục phải có góc mài chính xác. Kim loại càng khó gia công thì góc sẽ càng lớn. Đối với gang, thép cứng và đồng, góc mài là 70 độ. Đối với vật liệu có độ mềm trung bình và thép nhẹ (đồng thau, kẽm, đồng) - 60 độ. Đối với nhôm, cần có dụng cụ có góc mài 40 độ.


Các tính năng làm sắc nét
Để thực hiện quá trình tự mài, bạn cần chuẩn bị một bể nhỏ với nước sạch, vào đó bạn sẽ định kỳ đặt dụng cụ đã được làm nóng (để tránh làm mềm dụng cụ ban đầu). Việc mài nhẵn được thực hiện trên phần cuối của bánh xe đá nhám. Lưỡi đục phải ngược với hướng di chuyển của bánh xe đá nhám (để đảm bảo rằng tia lửa điện bị lệch xuống phía dưới). Tùy thuộc vào nhiệt độ môi trường xung quanh và tốc độ quay của bánh nhám / đá, chiếc đục nên được làm mát trong 30 đến 60 giây.
Nếu bạn sử dụng quá nhiều cạnh, cạnh có thể quá nóng và mất độ cứng. Điều này sẽ làm cho nó không thể xử lý các vật liệu cứng. Khi mài, hãy thay đổi mặt tiếp xúc của lưỡi cắt, vì máy đục có bộ thoát hai chiều. Việc lật định kỳ giúp bạn có thể duy trì hình dạng chính xác. Việc mài nhẵn cũng có thể được thực hiện trên đá nhám, nhưng điều này sẽ mất nhiều thời gian hơn (trong trường hợp này, quá trình được thực hiện bằng cách di chuyển về phía trước).
Xem dưới đây để biết thêm chi tiết.













Nhận xét đã được gửi thành công.