Tính năng và mục đích của scherhebel

Gỗ là vật liệu dễ gia công, được sử dụng trong nhiều ngành công nghiệp để sản xuất các sản phẩm khác nhau. Trong quá trình xử lý của nó, một loạt các công cụ được sử dụng. Hiện tại, nhiều người quan tâm đến mục đích và tính năng của hoạt động scherhebel. Công cụ này đã là một phần không thể thiếu trong kho vũ khí của cả dây chuyền sản xuất và xưởng gia đình trong nhiều năm.

Nó là gì
Rất khó để tưởng tượng việc thực hiện ngay cả công việc ghép gỗ đơn giản nhất liên quan đến chế biến gỗ mà không sử dụng các công cụ chuyên dụng. Trong số những thứ khác, các bộ thiết bị tương ứng bao gồm các sửa đổi khác nhau của máy bào, sherhebel, cũng như mặt phẳng nối. Mặc dù có những điểm tương đồng nhất định, nhưng cần phải tìm hiểu xem mỗi thứ bao gồm những gì và mục đích của chúng là gì.
Đặc biệt, scherhebel là một loại pháo hạng nặng trong kho vũ khí của những người thợ mộc. Nó cần thiết cho chế biến gỗ thô (sơ cấp).


Điều quan trọng cần lưu ý là do kết quả của việc bào như vậy, bạn chỉ có thể tạo ra một hình dạng và kích thước nhất định. Theo định nghĩa, sẽ không thể đạt được một mặt phẳng với quá trình xử lý như vậy.

Bạn có thể xem Sherhebel hành động trong video tiếp theo.
Scherhebel cho phép xử lý cực kỳ thô. Không giống như các đối tác của nó, nó cung cấp độ sâu bào tối đa. Công cụ này dễ dàng xử lý ngay cả những bất thường đáng kể. Nhân tiện, bề ngoài chiếc máy bay này rất giống một chiếc máy bay thông thường, người không có kinh nghiệm rất dễ nhầm lẫn, không nắm rõ tính năng của từng dụng cụ.

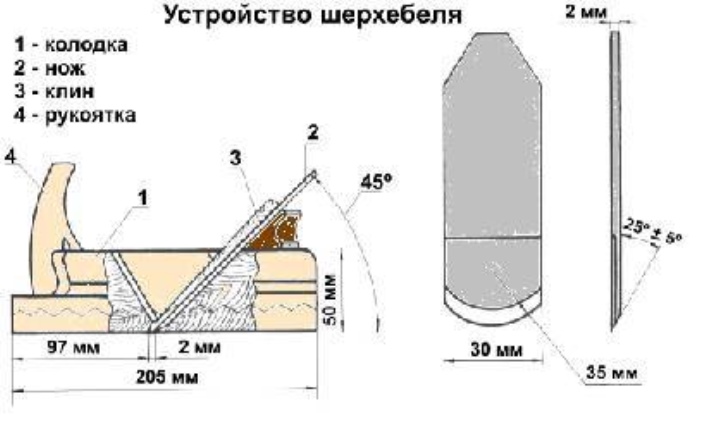
Một trong những điểm quan trọng nhất là thiết kế, vị trí và độ mài của mảnh sắt. Nó có một lưỡi tròn được đặt ở một góc 45 độ so với đế. Tùy thuộc vào điều kiện hoạt động và đặc biệt là độ cứng của gỗ được xử lý, góc mài dao. Vì vậy, khi làm việc với đá mềm, chỉ số này dao động từ +25 đến +30 độ, và trong các tình huống với vật liệu dày đặc hơn - +35 độ.
Thiết kế cổ điển loại công cụ được mô tả cung cấp cho việc lắp một con dao có chiều rộng lưỡi là 35 mm. Tham số này có thể thay đổi đối với các sửa đổi khác nhau. nhưng khối sẽ luôn rộng hơn dao khoảng 15 mm.

Nếu chúng ta so sánh scherhebel với một mặt phẳng, sau đó cần phải chú ý đến thực tế là lỗ đầu tiên cho các phoi bị loại bỏ lớn hơn một vài mm. Điều này là do độ sâu của bào, và do đó, độ dày của lớp gỗ bị loại bỏ. Và Điều quan trọng cần nhớ là sau khi sử dụng công cụ này, dấu vết ở dạng rãnh vẫn còn trên bề mặt.

Trong kho vũ khí của các bậc thầy hiện đại có sherhebelles với miếng đệm, được làm bằng cả gỗ và kim loại. Xem xét điểm này, thiết kế của các mô hình có thể khác nhau. Cần lưu ý rằng hình ảnh bằng gỗ được sản xuất phù hợp với các yêu cầu của GOST hiện hành.
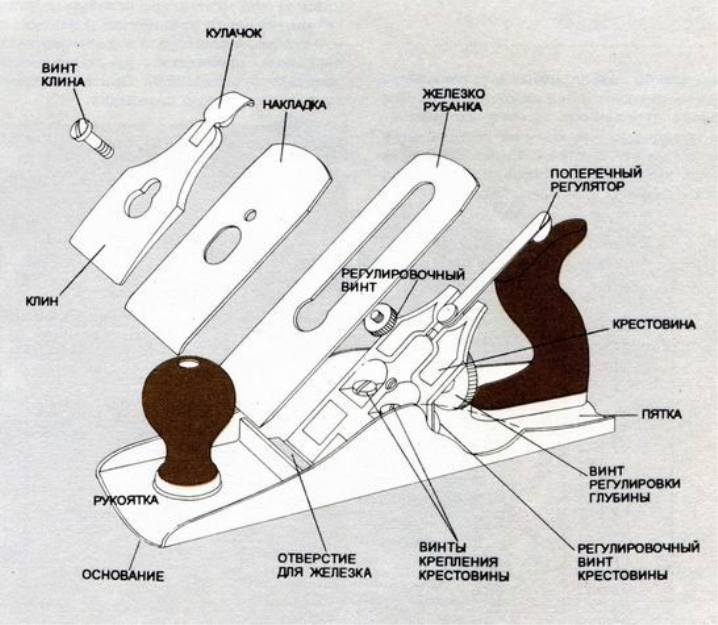
Theo quy định hiện hành, các thiết kế này bao gồm:
- thân hình chữ nhật;
- tay cầm để cầm thiết bị thuận tiện trong quá trình vận hành, còn được gọi là "còi";
- phần tử cắt;
- cố định nêm;
- cái gọi là đế scherhebel.

Ngoài tất cả những điều trên, một số sherhebel có dừng đối với phần tử cắt. Nó cũng quan trọng để xem xét rằng tất cả các bộ phận bằng gỗ được phủ bằng vecni chất lượng cao. Điều này cung cấp khả năng bảo vệ khá hiệu quả chống hư hỏng và chống mài mòn, đồng thời kéo dài đáng kể tuổi thọ của dụng cụ.
Các tiêu chuẩn GOST cung cấp cho các vật liệu sau đây để sản xuất các bộ phận riêng lẻ của khung sườn:
- duy nhất - cây keo, cây trăn, cây sồi, cây tần bì hoặc cây phong;
- khối - gỗ đặc;
- pad pad - các loại gỗ được liệt kê ở trên, cũng như danh sách các loài bao gồm bạch dương và cây du;
- lưỡi dao được làm bằng thép hai lớp - nguyên liệu thô cho lớp chính là lớp 30, U8, U8A hoặc U9, và trong sản xuất lớp phủ, các lớp 9ХС, 9ХФ, 9Х5ВФ và Х6ВФ cũng được sử dụng ; Ngoài ra, các tiêu chuẩn hiện hành cho phép sử dụng các loại thép khác, với điều kiện là các chỉ số điện trở phải nhất quán.

Các mô hình kim loại có thân đúc với một phần cứng được gắn chặt chuôi kiếm (sừng)... Con dao trong sherkhebel như vậy được cố định bằng một dụng cụ đặc biệt lắp ráp vít, nằm giữa phần tử kẹp và đế. So với các đối tác bằng gỗ, các thiết bị kim loại được đặc trưng bởi độ bền tối đa.


Tuy nhiên, nhiều thợ thủ công có kinh nghiệm thích sherhebel bằng gỗ. Điều này phần lớn là do mức độ chất lượng của quá trình chế biến gỗ.

Nó trông như thế nào
Ngày nay, các nhà sản xuất dụng cụ ghép gỗ có mặt trên thị trường nhiều hơn một loạt các sản phẩm của họ. Đồng thời, những người mới làm quen với nghề thủ công thường có những câu hỏi liên quan đến việc chiếc scherhebel trông như thế nào và nó khác với những dụng cụ tương tự như thế nào.
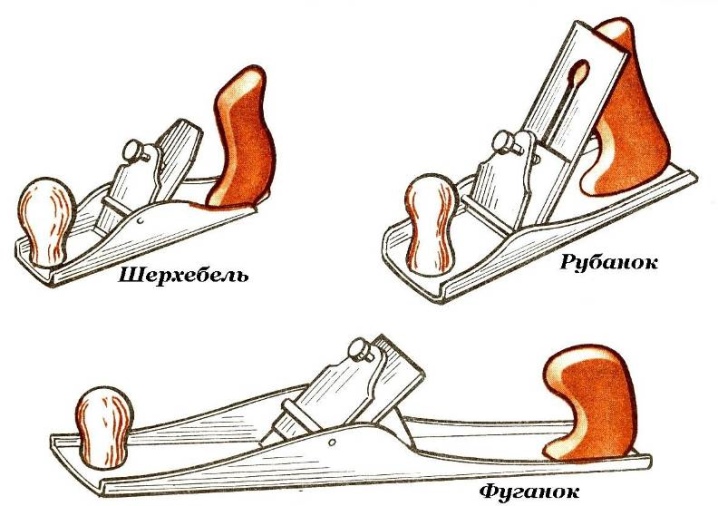
Trước hết, điều này áp dụng cho người hành tinh, vì đối với anh ta thì Sherhebel trông giống nhất.


Một đại diện khác của gia đình này là thợ nối. Nhìn chung, chúng ta đang nói về một máy bào cầm tay, đặc điểm thiết kế chính của nó là sự hiện diện của một con dao kép. Điều quan trọng cần nhớ là công cụ này chỉ được sử dụng để hoàn thiện. Khối kéo dài cho phép bạn san phẳng các bề mặt có diện tích khá lớn với chất lượng cao nhất.


Yếu tố cấu trúc này vượt trội hơn nhiều lần so với các thông số tương tự của Scherhebel. Trong số những thứ khác, dao nối có một cái gọi là loại bỏ phoi.

Sự khác biệt giữa một con dao máy bay và một con dao scherhebel
Có tính đến sự giống nhau và đồng nhất bên ngoài của một số yếu tố cấu trúc, Sherhebel có thể được mô tả như một chiếc máy bay chuyên dùng để gia công thô.
Sự khác biệt chính giữa hai giống này là đặc điểm của răng cửa. Trước hết, cần nhắc lại rằng loại công cụ làm mộc được mô tả có những con dao có lưỡi hình bán nguyệt. Và cũng có thể dao khác nhau về chiều rộng của chúng. Điều này có nghĩa là các phần tử rộng hơn được cài đặt trên máy bay. Điều quan trọng không kém là Sherhebel con dao nhô ra 2-3 mm so với khối... Hình dạng tròn và chiều rộng giảm giúp tăng năng suất và lượng tiến dao sâu nhất có thể.

Cách cài đặt lưỡi dao
Ban đầu, cần tập trung vào thực tế là dao mộc thường được vận hành ở mức tải tối đa. Trong trường hợp này, chúng ta đang nói về ứng suất cắt lớn nhất. Một trong những điểm chính trong việc này sẽ là tính năng của vật liệu được xử lý.
Nếu thông số này không được tính đến, thì Độ ổn định của dao cắt rãnh trong quá trình hoạt động được xác định trực tiếp bởi kích thước của lối đi. Điều này đề cập đến chiều dài tối đa của phần đứt rời của các chip đã loại bỏ. Với sự giảm nhịp này và giảm song song chiều sâu bào, bề mặt của phôi cần gia công dần dần được làm phẳng.Đồng thời, có một sự suy yếu đáng kể của tải trọng cắt lên kim loại mà từ đó lưỡi dao được tạo ra.

Để hiểu cách điều chỉnh dao scherhebel đúng cách, bạn nên chú ý một số điểm quan trọng. Trước hết, chúng ta đang nói về tính năng thiết kế của mặt hàng này. Nó bao gồm các bộ phận hỗ trợ và làm việc. Trong cấu hình của cái sau, những điều sau được phân biệt:
- một vát mép được hình thành ở mặt sau và làm giảm lực cắt của lưỡi dao vào gỗ đang được xử lý; điều này là do thực tế là ma sát của mặt phẳng phía sau này trên bề mặt được xử lý được loại bỏ;
- góc cào - một thông số, như một quy luật, giống với độ nghiêng của phần tử cắt so với thân Scherhebel;
- góc quay lại;
- góc làm việc - trong trường hợp này chúng ta đang nói về sự khác biệt giữa góc nghiêng và góc vát.
Cần lưu ý rằng tuổi thọ của dao được quyết định phần lớn bởi góc cào. Không chỉ chất lượng bề mặt của phôi, mà quá trình loại bỏ phoi bị loại bỏ và tải trọng của bản thân dao phụ thuộc trực tiếp vào nó.
Để chọn giá trị tối ưu của góc này, bạn cần đặc biệt chú ý một số điểm:
- Các đặc tính vật lý và các đặc tính riêng của gỗ đã qua xử lý. Đặc biệt, điểm quan trọng là góc tăng khi độ cứng vật liệu tăng. Nếu công việc được thực hiện với cây thông, cây thông, cây dương hoặc cây bồ đề, thì nên đặt lưỡi dao ở một góc 45 độ (± 5). Khi chế biến các loài cứng hơn (sồi, trăn, lê và các loại khác), thông số này là 60 độ (± 5). Nếu mật độ của vật liệu thậm chí còn lớn hơn, thì góc được tăng lên 80 độ.
- Loại kế hoạch. Theo nguyên tắc, đối với mỗi loại gỗ, có một góc nghiêng tối ưu của lưỡi dao và bản thân dụng cụ so với mặt phẳng của phôi. Vì vậy, đối với gỗ thông nó sẽ là 40–45 độ. Sự thay đổi của chỉ tiêu này quyết định chất lượng bào. Tuy nhiên, điều quan trọng cần lưu ý là trong trường hợp này, kim loại sẽ nóng lên mạnh hơn, do đó, nó sẽ trở nên cùn nhanh hơn nhiều.
- Vật liệu làm ra con dao và các đặc điểm chính của nó... Trước hết, sự chú ý được tập trung vào độ cứng của thép. Thông thường, trong sản xuất lưỡi dao, các cấp tốc độ cao P12 và P18 được sử dụng. Nhân tiện, một số thợ thủ công, khi tự chế tạo dao, sử dụng khá thành công các phần tử của đĩa cưa ma sát làm phôi.

Ở giai đoạn chuẩn bị, trước mỗi lần sử dụng công cụ, việc điều chỉnh công cụ được thực hiện có tính đến các tiêu chuẩn và quy tắc hiện có. Để làm điều này, bạn cần làm như sau:
- đặt công cụ sao cho phần duy nhất của nó hướng lên trên;
- trực quan xác định xem cạnh của lưỡi dao nhô ra bao nhiêu - trong trường hợp có lưỡi cắt, giá trị này phải là 3 milimét; có thể dùng thước để đo chiều cao của dao;
- đảm bảo rằng không có biến dạng dù là nhỏ; lưỡi cắt phải được đặt song song với đế.




Để cố định đúng cách dao trong thân dụng cụ, cần phải tháo rời nó. Trong các tình huống với mô hình gỗ có nêm cố định, thuật toán hành động bao gồm các điểm sau:
- cái cày được đặt ở tay trái, giữ nó bằng khối;
- mặt khác, bằng búa hoặc vồ, các đòn nhẹ được áp vào mặt sau của dụng cụ cho đến khi cái nêm được giải phóng hoàn toàn;
- lưỡi dao được tiếp xúc ở vị trí thích hợp và nêm;
- với một cái búa, cái nêm được dẫn đến cuối cùng; kết quả của các thao tác như vậy, bộ phận được giữ bất động;
- kiểm tra sự lắp đặt chính xác của phần tử cắt.

Quan trọng! Khi điều chỉnh ổ trượt, cần nhớ rằng dao sẽ di chuyển nhẹ trong quá trình kẹt. Dựa trên điều này, nó được trưng bày với một biên độ nhỏ. Chúng loại bỏ sự biến dạng bằng những nhát búa vào hai bên của lưỡi kiếm.
Trong các tình huống với mô hình kim loại, toàn bộ quy trình được mô tả càng đơn giản càng tốt. Như đã nói ở trên, lưỡi của sherhebel như vậy được cố định bằng cơ chế vít. Nhân tiện, nút này cũng thực hiện các chức năng máy bẻ phoi hoặc máy bẻ phoi. Nút thắt này ngăn chặn sự sứt mẻ của các lớp gỗ được loại bỏ trong quá trình bào.

Làm thế nào để làm sắc nét
Thật không may, ngay cả loại thép công cụ chất lượng cao nhất được sử dụng để chế tạo các bộ phận cắt scherhebel cũng không thể cung cấp đủ khả năng chống mài mòn. Với việc sử dụng công cụ tích cực, lưỡi dao "ngồi xuống" khá nhanh, điều này ảnh hưởng tiêu cực đến chất lượng gia công. Dựa trên điều này, nó sau kịp thời mài và làm thẳng lưỡi cắt, đặc biệt chú ý đến góc mài.
Quy trình này có các tính năng quan trọng sau:
- phần tử cắt phải được định vị ở góc chính xác;
- mài sắc phần cắt chỉ với sự trợ giúp của các loại đá đặc biệt; điều quan trọng cần nhớ là phần dưới của lưỡi cắt được vẽ dọc theo bề mặt của thanh mài;
- nó được yêu cầu liên tục để đảm bảo rằng góc mài là như nhau;
- khi gia công kim loại, các gờ thường xuất hiện nhất, chúng phải được loại bỏ, vì không thể sử dụng các loại dao như vậy; Việc loại bỏ các khuyết tật như vậy khá dễ dàng - bạn sẽ cần phải xử lý mặt trái với một số chuyển động;
- ở giai đoạn cuối cùng, lưỡi dao được làm thẳng bằng cách sử dụng đá mài (whetstone) được làm ẩm đậm đặc; các chuyên gia có kinh nghiệm khuyên bạn nên thực hiện việc này theo chuyển động tròn để tránh hình thành các khuyết tật.

Điều quan trọng cần nhớ là khi mài không được phép làm biến dạng. Những sai sót như vậy chắc chắn sẽ dẫn đến giảm chất lượng bào, cũng như làm tắc nghẽn không gian giữa lưỡi cắt và khối.

Cần phải loại bỏ những biến dạng thậm chí dường như không đáng kể, điều này sẽ kéo dài đáng kể tuổi thọ của phần tử cắt.
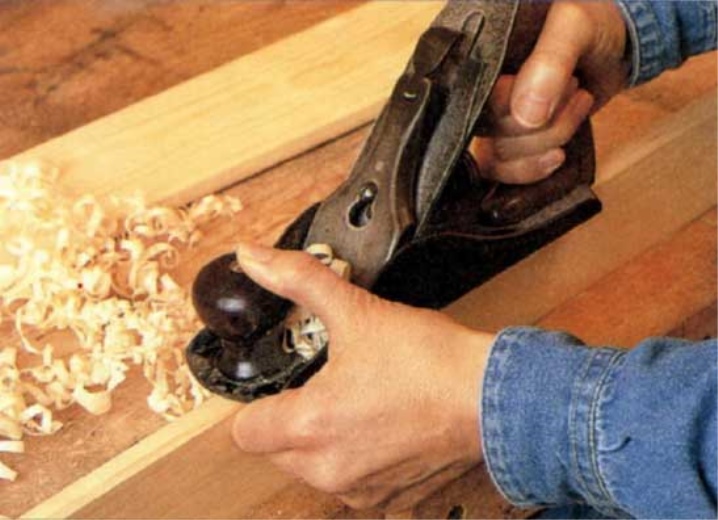
Tổng quan rõ ràng và chi tiết về thiết bị và mục đích của Scherhebel được trình bày trong video sau.













Nhận xét đã được gửi thành công.