Phân loại và lựa chọn dây hàn

Công việc hàn có thể tự động và bán tự động và được thực hiện với nhiều loại vật liệu khác nhau. Để kết quả của quá trình thành công, điều hợp lý là sử dụng một dây hàn đặc biệt.


Nó là gì và nó dùng để làm gì?
Dây phụ là một sợi kim loại, thường được quấn trên một ống chỉ. Định nghĩa của yếu tố này chỉ ra rằng nó chủ yếu góp phần tạo ra các đường nối chắc chắn hơn, không bị rỗ và không đồng đều. Việc sử dụng dây tóc đảm bảo sản xuất với lượng phế liệu tối thiểu, cũng như với mức độ hình thành xỉ thấp.
Thiết bị được cố định trong bộ cấp liệu, sau đó dây được đưa đến khu vực hàn ở chế độ tự động hoặc bán tự động. Về nguyên tắc, nó cũng có thể được nạp bằng tay bằng cách cuộn cuộn dây ra.
Các yêu cầu đối với vật liệu phụ không chỉ liên quan đến chất lượng mà còn liên quan đến sự phù hợp của các bộ phận được gia công.
Tổng quan về loài
Việc phân loại dây hàn được thực hiện tùy theo đặc điểm, tính chất và nhiệm vụ cần thực hiện.
Theo cuộc hẹn
Ngoài các loại dây đa năng, cũng có nhiều loại dành cho các điều kiện hàn đặc biệt. Như là một lựa chọn, chỉ kim loại có thể được thiết kế cho một quy trình với sự hình thành bắt buộc của mối hàn, để làm việc dưới nước hoặc sử dụng công nghệ tắm. Trong những trường hợp này, dây phải có lớp phủ đặc biệt hoặc thành phần hóa học đặc biệt.

Theo cấu trúc
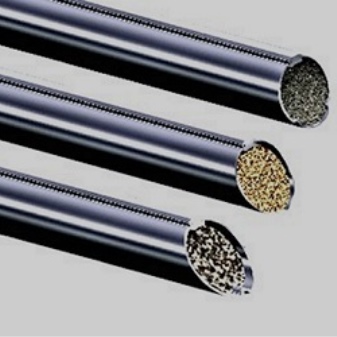
Theo cấu tạo của dây, người ta thường phân biệt giống rắn, dạng bột và dạng hoạt hóa. Dây rắn trông giống như một lõi được hiệu chỉnh được cố định vào cuộn hoặc băng. Đặt thành hàng trong cuộn dây cũng có thể. Đôi khi que và dải là một sự thay thế cho dây như vậy. Loại này dùng để hàn tự động và bán tự động.
Dây quấn từ thông trông giống như một ống rỗng chứa đầy từ thông. Ngược lại, nó không nên được sử dụng trên máy bán tự động, vì việc kéo chỉ trở nên khó khăn. Hơn nữa, hoạt động của các con lăn không nên biến đổi ống tròn thành hình bầu dục. Màng được kích hoạt cũng là một lõi đã được hiệu chuẩn, nhưng với việc bổ sung các thành phần được sử dụng cho dây có thông lượng. Ví dụ, nó có thể trở thành một lớp mỏng.

Theo loại bề mặt
Màng hàn có thể được mạ đồng và không mạ đồng. Dây tóc phủ đồng cải thiện độ ổn định của hồ quang. Điều này xảy ra vì các đặc tính của đồng góp phần cung cấp dòng điện tốt hơn cho vùng hàn. Ngoài ra, sức đề kháng của thức ăn cũng giảm. Dây không mạ đồng rẻ hơn, đó là lợi thế chính của nó.
Tuy nhiên, chỉ không tráng có thể có bề mặt được đánh bóng, điều này làm cho nó trở thành một loại liên kết trung gian giữa hai loại chính.

Theo thành phần
Điều quan trọng là thành phần hóa học của dây phù hợp với thành phần của vật liệu cần xử lý. Đó là lý do tại sao trong phân loại này, có một số lượng lớn các loại dây tóc phụ: thép, đồng, titan hoặc thậm chí hợp kim, bao gồm một số nguyên tố.

Theo số lượng các nguyên tố hợp kim
Một lần nữa, tùy thuộc vào số lượng các nguyên tố hợp kim, dây hàn có thể là:
- hợp kim thấp - dưới 2,5%;
- hợp kim trung bình - từ 2,5% đến 10%;
- hợp kim cao - hơn 10%.
Càng có nhiều nguyên tố hợp kim trong thành phần, thì các đặc tính của dây càng tốt. Khả năng chịu nhiệt, chống ăn mòn và các chỉ số khác được cải thiện.


Theo đường kính
Đường kính dây được chọn tùy thuộc vào độ dày của các phần tử được hàn. Độ dày càng nhỏ thì đường kính càng phải nhỏ. Tùy thuộc vào đường kính, thông số về độ lớn của dòng điện hàn cũng được xác định. Như vậy, với chỉ số này nhỏ hơn 200 ampe thì cần chuẩn bị dây hàn có đường kính 0,6, 0,8 hoặc 1 milimét. Đối với dòng điện không vượt quá 200-350 ampe, dây dẫn có đường kính 1 hoặc 1,2 mm là phù hợp. Đối với dòng điện từ 400 đến 500 ampe, yêu cầu đường kính bằng 1,2 và 1,6 mm.
Cũng có một quy tắc rằng đường kính từ 0,3 đến 1,6 mm là phù hợp cho quy trình tự động một phần được thực hiện trong môi trường bảo vệ. Đường kính dao động từ 1,6 đến 12 mm phù hợp để tạo điện cực hàn. Nếu đường kính dây là 2, 3, 4, 5 hoặc 6 mm, thì vật liệu phụ có thể được sử dụng để làm việc với từ thông.


Đánh dấu
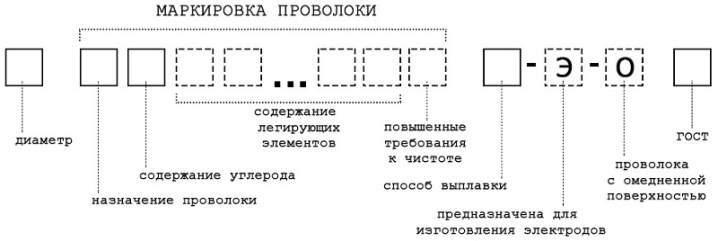
Việc đánh dấu dây hàn được xác định tùy thuộc vào cấp của vật liệu cần hàn, cũng như vào điều kiện làm việc. Nó được chỉ định phù hợp với GOST và TU. Vì để hiểu cách giải mã được thực hiện, bạn có thể xem xét một ví dụ về thương hiệu dây Sv-06X19N9T, thường được sử dụng trong hàn điện, và do đó rất phổ biến. Tổ hợp chữ cái "Sv" chỉ ra rằng sợi kim loại chỉ dùng để hàn.
Các chữ cái được theo sau bởi một số chỉ hàm lượng carbon. Các con số "06" chỉ ra rằng hàm lượng carbon là 0,06% tổng trọng lượng của vật liệu độn. Hơn nữa, bạn có thể xem những vật liệu nào được bao gồm trong dây và số lượng bao nhiêu. Trong trường hợp này, nó là "X19" - 19% crom, "H9" - 9% niken và "T" - titan. Vì không có con số bên cạnh ký hiệu titan, điều này có nghĩa là lượng của nó ít hơn 1%.
Các nhà sản xuất nổi tiếng
Hơn 70 thương hiệu của dây phụ được sản xuất tại Nga. Các sản phẩm nhãn hiệu Bars được sản xuất bởi Barsweld, đã hoạt động từ năm 2008. Phạm vi bao gồm dây không gỉ, đồng, cored, đồng mạ và dây nhôm. Chất liệu độn được sản xuất bằng công nghệ tiên tiến. Một nhà sản xuất chỉ kim loại khác của Nga là InterPro LLC. Sản xuất được thực hiện trên thiết bị của Ý sử dụng chất bôi trơn nhập khẩu đặc biệt.
Dây hàn cũng có thể được sản xuất tại các doanh nghiệp của Nga:
- LLC SvarStroyMontazh;
- Nhà máy vật liệu hàn Sudislavl.


Các doanh nghiệp Trung Quốc có đại diện rộng rãi trên thị trường vật liệu độn. Ưu điểm chính của chúng là sự kết hợp giữa giá cả trung bình và chất lượng tốt. Ví dụ, chúng ta đang nói về công ty Farina của Trung Quốc, công ty sản xuất dây điện để làm việc với thép cacbon và thép hợp kim thấp. Các nhà sản xuất Trung Quốc khác bao gồm:
- Deka;
- Bizon;
- AlfaMag;
- Yichen.


Làm thế nào để lựa chọn?
Khi lựa chọn chất liệu độn, cần phải tính đến hai quy tắc cơ bản. Như đã đề cập, điều quan trọng là thành phần của dây càng giống với thành phần của các bộ phận được hàn càng tốt. Ví dụ, đối với kim loại đen và hợp kim đồng, các biến thể khác nhau sẽ được sử dụng. Nên đảm bảo rằng chế phẩm, nếu có thể, không chứa lưu huỳnh và phốt pho, cũng như rỉ sét, sơn và bất kỳ tạp chất nào.
Quy tắc thứ hai liên quan đến điểm nóng chảy: đối với vật liệu phụ, nó phải thấp hơn một chút so với các sản phẩm đã qua chế biến. Nếu nhiệt độ nóng chảy của dây hóa ra cao hơn, thì các bộ phận sẽ cháy hết. Cũng cần đảm bảo rằng dây kéo dài đều và có thể lấp đầy đường may hoàn toàn.Đường kính của chất độn phải tương ứng với độ dày của kim loại được hàn.
Nhân tiện, vật liệu dây phải phù hợp với vật liệu lót.

Mẹo sử dụng
Việc bảo quản dây phụ không thể diễn ra trong điều kiện độ ẩm cao. Vật liệu độn trong bao bì ban đầu của nó có thể được bảo quản ở nhiệt độ từ 17 đến 27 độ, với độ ẩm 60%. Nếu phạm vi nhiệt độ tăng lên 27-37 độ, thì độ ẩm tương đối tối đa, ngược lại, giảm xuống 50%. Sợi chưa đóng gói có thể được sử dụng trong xưởng trong 14 ngày. Tuy nhiên, dây sẽ cần được bảo vệ khỏi bụi bẩn, bụi và các sản phẩm dầu. Nếu quá trình hàn bị gián đoạn hơn 8 giờ, các cuộn băng và cuộn sẽ cần được bảo vệ bằng túi nhựa.
Ngoài ra, việc sử dụng vật liệu độn cần phải tính toán sơ bộ mức tiêu hao. Thuận tiện nhất là lập kế hoạch tiêu thụ dây trên mỗi mét kết nối được lấp đầy. Điều này được thực hiện theo công thức N = G * K, trong đó:
- N là định mức;
- G là khối lượng của bề mặt trên đường may hoàn thiện, dài một mét;
- K là hệ số hiệu chỉnh, được xác định tùy thuộc vào khối lượng của vật liệu lắng đọng so với lượng kim loại tiêu thụ cần thiết để hàn.


Để tính G, bạn cần nhân F, y và L:
- F - có nghĩa là diện tích mặt cắt ngang của kết nối trên một mét vuông;
- y - chịu trách nhiệm về khối lượng riêng của vật liệu được sử dụng để làm dây;
- thay vì L, số 1 được sử dụng, vì tỷ lệ tiêu thụ được tính trên 1 mét.
Sau khi tính N, chỉ tiêu phải được nhân với K:
- đối với hàn đáy, K bằng 1;
- với chiều dọc - 1,1;
- với một phần dọc - 1,05;
- với trần nhà - 1,2.

Điều đáng nói, không muốn thực hiện các phép tính theo công thức, trên Internet bạn có thể tìm thấy một chiếc máy tính đặc biệt cho việc tiêu thụ vật liệu hàn. Bộ cấp dây thường bao gồm động cơ điện, hộp giảm tốc và hệ thống con lăn: con lăn cấp liệu và áp lực. Bạn có thể tự làm hoặc mua máy làm sẵn. Cơ cấu này có nhiệm vụ vận chuyển vật liệu độn đến vùng hàn.
Cũng cần lưu ý rằng dây hàn khí với axetylen phải không bị gỉ hoặc không dính dầu. Điểm nóng chảy phải bằng hoặc thấp hơn điểm nóng chảy của vật liệu được xử lý.
Nếu không thể tìm thấy dây hàn có thành phần thích hợp, trong một số trường hợp, nó có thể được thay thế bằng các dải vật liệu cùng cấp với vật liệu đang được xử lý. Các yêu cầu đối với dây tóc kim loại để hàn carbon dioxide cũng tương tự.


Trong video tiếp theo, bạn sẽ tìm thấy một thử nghiệm so sánh của dây hàn 0.8mm.













Nhận xét đã được gửi thành công.