Mô tả và các loại dây thép

Dây thép được coi là một trong những vật liệu kim loại phổ biến nhất trong ngành công nghiệp. Nó đồng thời là cơ sở để sản xuất nhiều loại vật dụng, đồng thời có thể sử dụng độc lập. Có nhiều loại dây như vậy - chúng sẽ được thảo luận trong bài đánh giá của chúng tôi.



Tính năng và đặc tính
Ở dạng tổng quát nhất, dây là thanh kim loại dẻo bằng kim loại, theo quy luật, hình trụ. Nó được sử dụng để chịu được căng thẳng cơ học gia tăng, cũng như truyền tín hiệu TV, âm thanh và điện. Dây thép có thể rắn, bện hoặc bện. Trong hầu hết các trường hợp, nó được thực hiện với mặt cắt tròn, ít hơn một chút thường được làm ở dạng hình vuông, hình lục giác, hình chữ nhật và một số hình dạng khác.



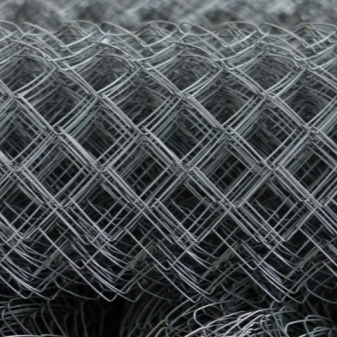
Dây thép thuộc loại sản phẩm kết cấu, nó được sử dụng rộng rãi trong sản xuất các sản phẩm dây thép, dây thép, lưới kim loại hóa, lò xo, cũng như các bộ phận gia nhiệt khác nhau cho lò điện. Phần cứng (đai ốc, bu lông và đinh tán) được làm bằng dây - trong trường hợp này, sản xuất dựa trên kỹ thuật nhóm nguội.
Dây có các cạnh tròn theo tiêu chuẩn. Một loại băng tương tự được sử dụng trong sản xuất cưa gỗ và kim loại, cũng như ống lót, xích xe đạp và xe máy.

Người tiêu dùng chính của dây thép và hàng hóa làm từ nó là các lĩnh vực như gia công kim loại và cơ khí, hàng hóa được mua cho nhu cầu của các ngành công nghiệp xây dựng, hóa chất, hóa dầu, luyện kim màu và kim loại. Dây phổ biến nhất được làm bằng hợp kim thép cacbon thấp, nó là một sản phẩm dài được kim loại hóa với hàm lượng cacbon thấp. Nhờ các đặc tính kỹ thuật này, sản phẩm thu được với độ bền tăng lên kết hợp với độ dẻo tốt.


Nếu một lớp kẽm được phủ thêm vào dây thép đa năng, thì nó sẽ có khả năng chống ăn mòn. Đó là lý do tại sao dây mạ kẽm được sử dụng trong điều kiện độ ẩm cao, trong khi nó vẫn giữ được các đặc tính vật lý và hoạt động ban đầu trong một thời gian dài. Phù hợp với hiện tại ĐIST 3282-74, dây thép nung trở nên mềm hơn.
Tính năng này giúp bạn có thể sử dụng nó để thực hiện công việc gia cố, cũng như đưa sản phẩm vào quy trình công nghệ để đan cốt thép, đóng gói hàng hóa có thể và sản xuất các bộ phận khác nhau. Dây của mục đích chung nhất có nhu cầu nhiều hơn trong số tất cả các loại dây khác.


Sản xuất
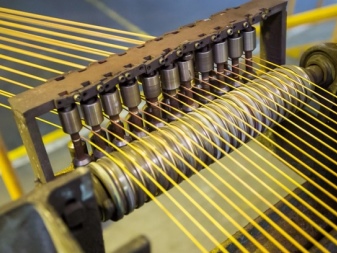
Việc giải phóng dây thép được thực hiện bằng cách kéo dây thép trên thiết bị chuyên dụng có nung thêm trong lò đặc biệt hoặc không có lò nung.
Theo quan điểm kỹ thuật, quá trình chuốt và vẽ không đặc biệt khó khăn. Dây thanh nén được sử dụng làm nguyên liệu thô, tất cả các thao tác được thực hiện trên máy kéo. So với cán kim loại, hoạt động này có nhiều ưu điểm:
- vận hành máy tự động cung cấp hiệu suất tăng lên;
- Vẽ cho phép bạn có được sản phẩm hình dạng hoàn hảo đều đặn với bề mặt sạch và bằng phẳng - do đó, mức độ xử lý tiếp theo được giảm đáng kể và bản thân dây có được các đặc tính cơ học được cải thiện.


Nói chung, sản xuất dây thép xoắn bao gồm một số bước.
- Ở giai đoạn này, quá trình khắc được thực hiện, nhiệm vụ chính là loại bỏ lớp kim loại và cáu cặn trên bề mặt, có thể cản trở việc vẽ. Chuẩn bị bề mặt được thực hiện bằng cách tẩy dầu mỡ, mài, đánh bóng và cắt cơ học các khu vực bị loại bỏ. Vì các hợp chất hóa học phức tạp có thể có trong quy mô, nên thanh dây được xử lý bằng dung dịch axit đun nóng đến 50 độ. Sau đó, phôi được rửa sạch và làm khô khi gia nhiệt đến 75-100 độ trong các buồng sấy đặc biệt.
- Ở giai đoạn này, có xử lý nhiệt, mục đích là làm cho phôi kim loại mềm hơn, giảm bớt các ứng suất bên trong. Đối với điều này, vật liệu được làm nóng, giữ trong một thời gian và làm mát. Kết quả là, các đặc tính của thép thay đổi đáng kể và quá trình kéo và nung dây được tạo điều kiện thuận lợi.
- Hơn nữa, với sự hỗ trợ của búa, các phôi thép được làm phẳng và bằng phẳng. Bằng cách này, có thể cố định kim loại trên trống của máy vẽ để kim loại đi qua khuôn.
- Ở giai đoạn này, trực tiếp vẽ... Đối với điều này, các nguyên liệu thô đã qua xử lý và phẳng được kéo trên máy ở tốc độ cao nhất có thể thông qua một kênh cắt nhỏ. Tùy thuộc vào số lượng dây được rút ra, quá trình này có thể là một sợi hoặc nhiều sợi.
- Ở giai đoạn cuối, biểu diễn đốt cháy - nhiệm vụ chính của các thao tác này là giảm thiểu ứng suất sau khi kéo kim loại. Thép trở nên đàn hồi, chịu kéo và cứng, đồng thời dễ kéo dài và xoắn, các thông số như điện trở suất và trọng lượng 1 mét được cải thiện.

Có hai loại xử lý nhiệt.
- Bắn nhẹ - thực hiện trong lò chứa đầy khí trơ. Do đó, kim loại không trải qua quá trình oxy hóa, và cáu cặn không hình thành trên nó. Thành phẩm có độ bóng nhẹ và giá thành rất ấn tượng.
- Bắn đen - trong trường hợp này, không khí đơn giản nhất được sử dụng, cáu cặn hình thành trên bề mặt của thành phẩm, do đó nó có màu sẫm. Giá thành của dây như vậy thấp hơn nhiều so với dây nhẹ.


Cho rằng hợp kim thép thuộc loại kim loại nhanh bị ăn mòn, nên mạ kẽm thường được đưa vào chu trình sản xuất. Dây chất lượng cao và tốt nhất được sản xuất bằng kỹ thuật mạ kẽm nhúng nóng, vì điều này đảm bảo độ bám dính tối đa của kẽm trực tiếp vào dây.
Thành phẩm khi ra ngoài không sợ bị rỉ sét, đồng thời được gia tăng mức độ bảo vệ trước các tác nhân bất lợi bên ngoài như tác động của tia cực tím, gió và sự dao động nhiệt độ. Ngoài ra, dây thép mạ kẽm có độ dẻo cao hơn nhiều so với không mạ kẽm, do đó bền hơn. Sau đó, các sản phẩm được cắt thành từng miếng và đánh dấu.

Phù hợp với GOST 3282–74, dây thép được sản xuất từ thép phù hợp với tiêu chuẩn hiện hành No1050. Dây thành phẩm có tiết diện từ 0,5 đến 6 mm, chưa qua xử lý nhiệt, ở đầu ra phải chịu được ít nhất 4 lần uốn cong mà không vi phạm tính toàn vẹn tổng thể và phá hủy kết cấu kim loại. Trên bề mặt của sản phẩm không được tráng kẽm, các tiêu chuẩn công nghệ cho phép xuất hiện các vết lõm và vết xước nhỏ - trong khi độ sâu của chúng không được lớn hơn 1/4 kích thước độ lệch của thành phẩm về đường kính. Nhưng sự hiện diện của tất cả các loại vết nứt, vảy và màng ở bất kỳ kích thước nào đều bị cấm tuyệt đối.
Dây mạ kẽm có thể có một lớp phủ hơi trắng trên bề mặt, cũng như lấp lánh - nhưng chỉ khi chúng không làm giảm chất lượng tổng thể của lớp phủ.Nghiêm cấm việc bán và sử dụng dây thép trong quá trình sản xuất có các vùng kim loại, đốm đen.
Lớp phủ không được nứt hoặc bong tróc, tuy nhiên, chỉ được phép bong tróc nhẹ như bụi.


Phân loại
Theo kích thước và hình dạng
Tùy thuộc vào kích thước và hình dạng của mặt cắt, tất cả các thành phẩm được quy ước chia thành nhiều nhóm. Cái đầu tiên bao gồm cái mỏng nhất, độ dày không quá 0,1 mm. Các sản phẩm có thông số mặt cắt ngang vượt quá 8 mm được quy vào nhóm thứ 9. Tất cả các sản phẩm, phù hợp với các tiêu chuẩn, được làm ở dạng tròn, vuông, cũng như nhiều mặt hoặc hình dạng.


Theo loại hoàn thiện
Hoàn thiện dây ở mức độ lớn cung cấp các chỉ tiêu cơ lý và hóa lý cần thiết. Đó là lý do tại sao để cung cấp độ bền tối đa, dây được làm cứng thêm, nung và ổn định. Tài liệu chưa trải qua các thao tác này có phạm vi sử dụng rất hạn chế.

Theo loại bề mặt
Dây thép có thể được đánh bóng, khắc, cũng như đánh bóng hoặc kéo do quá trình tiện và gia công thô sơ bộ. Được phép phát hành dây mà không có bất kỳ hoàn thiện sơ bộ nào. Lớp phủ có thể là kim loại (mạ đồng, đồng thau, mạ kẽm hoặc nhôm hóa) hoặc phi kim loại (polyme hoặc phốt phát hóa, trong vỏ bọc PVC).
Các sản phẩm không có bất kỳ lớp phủ nào thường được xử lý ở nhiệt độ cao... Sản phẩm được xử lý trong lò nhiệt được tạo ra có màu đen hoặc nhạt, trong khi độ dày của nó có thể thay đổi từ 0,16 đến 10 mm.


Theo thành phần hóa học
Dây thép được làm từ:
- hợp kim cacbon thấp với phần cacbon nhỏ hơn 0,25%, nó là cần thiết cho các sản phẩm bê tông cốt thép;
- hợp kim cacbon với phần cacbon lớn hơn 0,25, nó được sử dụng để sản xuất lò xo, cũng như dây điện và dây thừng.
Thép có thể được hợp kim hóa hoặc hợp kim hóa cao. Được phép sản xuất từ các hợp kim có các thông số vật lý và hóa học đặc biệt (chịu nhiệt, chống ăn mòn và độ chính xác).
Các tính năng thiết kế nhất định đặt ra các yêu cầu đặc biệt đối với hợp kim về hàm lượng của các nguyên tố hóa học như niken và crom.


Theo lĩnh vực ứng dụng
Tùy thuộc vào lĩnh vực ứng dụng, các nhóm dây thép sau đây được phân biệt.
- Không gỉ - được làm bằng hợp kim đặc biệt với các thông số chịu nhiệt tăng lên. Vật liệu này không dễ bị gỉ và oxy hóa, nó được sử dụng chủ yếu trong sản xuất các sản phẩm phần cứng.
- Hàn - được sản xuất với kích thước mặt cắt từ 0,5 - 8 mm, chủ yếu dùng để hàn hồ quang điện.
- Thép cây - như tên cho thấy, dây như vậy được sử dụng rộng rãi để tăng cường các kết cấu bê tông cốt thép của tất cả các loại. Chúng có thể không bị căng hoặc bị tăng áp lực. Do các mặt cắt có trong vật liệu thép nên đảm bảo độ bám dính tối đa vào nền bê tông xốp trong quá trình gia cố.
- Mùa xuân - phát huy tác dụng khi các lò xo được giải phóng, được thực hiện bằng phương pháp cuộn nguội mà không cần xử lý nhiệt thêm.
- Cáp treo - liên quan đến sản xuất đường biển, sông và các loại dây thừng khác. Tối ưu cho cáp bện, đã được ứng dụng rộng rãi trong lĩnh vực sản xuất của chúng.
- Đan - được làm bằng thép cacbon thấp, có đặc điểm là tăng độ dẻo và đồng thời độ bền. Nó là nhu cầu phổ biến trong nông nghiệp và xây dựng.

Đánh dấu
Stalistaya có dấu hiệu đặc biệt của riêng mình, bao gồm một tập hợp các chữ cái và số. Vì vậy, dây thép nhiệt luyện đen có tiết diện 0,86 mm được ký hiệu như sau: dây 0,86 - O - Ch - ĐIỂM 3281–74. Một dây chưa được xử lý trong lò nhiệt có diện tích mặt cắt ngang 1,6 mm thuộc loại thứ 2 với lớp phủ mạ kẽm của loại thứ 2 được đánh dấu: dây 1,46 - II - 2C - ĐIỂM 3281–74.
Dây được bán dưới dạng cuộn, trong khi bản thân cuộn dây được thực hiện mà không có vòng, đặt nó thành các hàng liên tiếp - do đó đảm bảo việc cuộn không bị cản trở.
Một cuộn dây có thể chứa tối đa 3 mảnh, mỗi cuộn chỉ nên chứa một mảnh.

Để biết thông tin về cách làm dây thép và dây thép, hãy xem video tiếp theo.













Nhận xét đã được gửi thành công.