Tất cả về dây hàn Argon

Biết mọi thứ về dây để hàn argon là thời điểm bắt buộc tương tự đối với bất kỳ thợ hàn nào, cũng như khả năng lựa chọn điện cực, loại và đặc tính của dòng điện. Việc lựa chọn loại dây này cũng không dễ dàng như bạn tưởng tượng. Và ứng dụng của nó có thể đe dọa với một số cạm bẫy nếu nó không được thực hiện một cách chính xác.

Đặc thù
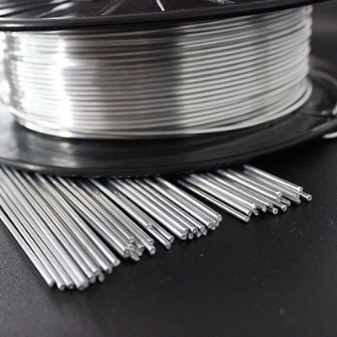
Đặc điểm chính của dây hàn argon là vẻ ngoài của nó. Trong hầu hết các trường hợp, các thành phần này là các thanh kim loại được xoắn thành suốt chỉ. Bạn cần lắp suốt chỉ như vậy vào cơ cấu cấp liệu. Bản thân dây dẫn đến có thể có cấu trúc đặc hoặc rỗng. Ngoài ra còn có sản phẩm bị bắn tung tóe. Vật liệu phụ gia phải giống hoàn toàn với vật liệu của phôi.
Mọi nỗ lực phá vỡ quy tắc này đều không dẫn đến điều gì tốt đẹp. Vận chuyển cuộn thuận tiện cho việc sử dụng công nghiệp. Ở chế độ thủ công, dây được đưa vào khu vực làm việc chủ yếu để làm thủ công. Nói chung, công nghệ này không đặt ra bất kỳ yêu cầu đặc biệt nào khác.


Lượt xem
Dây đặc được làm từ kim loại nguyên chất. Thành phần của các thiết bị này không được chứa bất kỳ tạp chất nào, cũng không được sử dụng các chất phụ gia. Mặc dù đơn giản của chúng, những loại dây này được sử dụng rộng rãi nhất bởi thợ hàn. Đó là chúng chủ yếu được lấy để hàn trong môi trường khí. Trên thực tế, dây bọc thông lượng không thích hợp cho hàn argon, vì nó được thiết kế đặc biệt để thay thế lớp bảo vệ khí bên ngoài bằng các chất thoát ra trong quá trình nấu chảy bột.
Thú vị nhất là vật phẩm đã được kích hoạt. Nó kết hợp những ưu điểm của dung dịch rắn và bột mà không có nhược điểm của chúng. Sự khác biệt cũng áp dụng cho loại vật liệu được hàn. Dây kim loại phụ để xử lý hồ quang argon của kim loại đen là một trong những lựa chọn phổ biến nhất. Sự phân bổ chính như sau:
- Dây cuộn từ thông thường được sử dụng để chế tác thép cacbon sau này được xử lý nhiệt (mặc dù đây thường không phải là lựa chọn tốt nhất);
- nhôm là cần thiết để làm việc với nhôm (nó có thể chứa mangan, silic, magiê và các tạp chất khác);
- dây hàn không gỉ - được sử dụng trong công việc với thép hợp kim với crom hoặc niken;
- mạ đồng (chủ yếu được sử dụng khi hàn các phôi hợp kim nặng hoặc hợp kim vừa phải);
- thép trơn (thích hợp khi làm việc với kim loại hợp kim nhẹ).



Dây không gỉ được sử dụng tích cực để hàn thép có chứa crom hoặc niken. Đầu ra phải là một đường may chất lượng rất cao.
Sự xuất hiện của các vết nứt gần như bị loại trừ, cũng như sự xuất hiện của các quá trình ăn mòn. Khi sử dụng dây không gỉ, lượng bắn tung tóe được giảm thiểu. Hồ quang sẽ hoạt động rất tích cực và ổn định, và tuổi thọ của đường may sẽ tăng lên đáng kể.
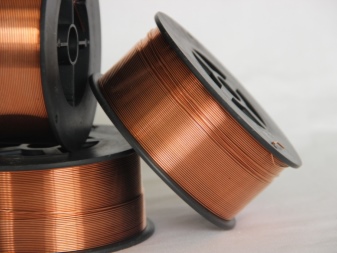
Dây mạ đồng có các đặc tính tích cực giống như loại không gỉ của nó. Ngoài ra, nó cũng giúp tiết kiệm tay cầm, bất kể máy hàn được sử dụng. Việc cung cấp dây mạ đồng thường có nghĩa là cuộn dây trên một băng nhựa. Độ dày điển hình từ 0,6 đến 1 mm. Dây mạ đồng (ví dụ, SV-08G2S) tạo điều kiện khởi động lại hồ quang hàn và giúp ổn định quá trình đốt cháy của nó ở bất kỳ chế độ nào. Sản phẩm thay thế ESAB được thiết kế để hoạt động với:
- thép công cụ;
- hợp kim thép dùng trong đóng tàu;
- kim loại đóng dấu;
- nhôm;
- gang thép.

Dây thép trơn để hàn argon được ứng dụng trong hầu hết các lĩnh vực sản xuất công nghiệp. Vật tư tiêu hao này được phân loại theo một số lượng lớn các chỉ số. Một vai trò rất quan trọng, cùng với mặt cắt, là độ bền cơ học của vật liệu. Thành phần hóa học chính xác của nó cũng rất quan trọng - như mọi khi, càng gần phôi, công việc càng tốt và hiệu quả hơn. Chỉ có thể sử dụng dây được đánh dấu bằng chữ viết tắt "Sv", tiết diện của nó từ 0,03 đến 1,2 cm.
Vật liệu nhôm là nhu cầu khi xử lý các hợp kim nhôm, trong đó tỷ lệ silic được giới hạn ở 3%. Hàm lượng đồng giới hạn trong trường hợp này nằm trong khoảng từ 3 đến 5%. Vật liệu độn tương tự:
- đảm bảo tăng sức mạnh;
- cho cùng màu với chính các ô trống;
- không thua kém về khả năng chống ăn mòn đối với kết cấu nhôm.
Các chất phụ gia nhôm đang được yêu cầu trong sản xuất ô tô, tàu sông và biển. Loại dây này được sử dụng khá đại trà khi hàn các kết cấu tiếp xúc với nước. Nhưng điều quan trọng là phải hiểu rằng nhôm nguyên chất không được sử dụng trong thực tế, nó luôn được trộn với các chất khác - nếu không, không thể cung cấp đủ độ bền.
Thời điểm này cũng đặc trưng cho vật tư tiêu hao hàn. Tuy nhiên, tỷ lệ phụ gia ở đó không vượt quá 1%.



Sự lựa chọn
Điểm chính là các thao tác đang được thực hiện. Bản thân dây được thiết kế để hàn argon không thích hợp để cắt (và ngược lại). Cần chú ý đến đường kính của sản phẩm. Một điều khá tự nhiên là kim loại càng dày thì phụ gia càng phải lớn. Trong hầu hết các trường hợp, dây có tiết diện 3 mm được chọn.
Cần lưu ý rằng các thành phần tăng cường đặc biệt có thể có trong dây hàn. Các đặc tính kỹ thuật của sản phẩm phụ thuộc vào số lượng và tỷ lệ của chúng. Nó cũng đáng chú ý đến đánh dấu dây. Sau các chữ cái "Sv" có một số phản ánh nồng độ của cacbon. Hơn nữa, các kim loại bổ sung được chỉ định nếu nồng độ kim loại từ 0,99% trở xuống.



Hướng dẫn sử dụng
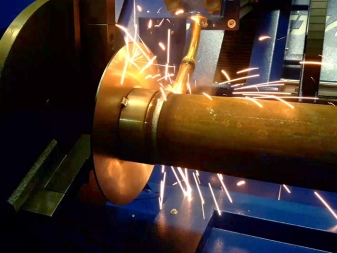
Dây hàn có thể được sử dụng ở chế độ tự động hoặc bán tự động. Việc cung cấp argon phải đồng bộ nghiêm ngặt với việc cung cấp chất phụ gia. Bạn cũng sẽ phải sử dụng một ổ ghi chuyên dụng. Việc sử dụng dòng điện một chiều với phân cực trực tiếp được giả định. Hoạt động trên dòng điện xoay chiều ngụ ý sử dụng bộ dao động, nhưng trong thực tế, loại thao tác này chỉ được thể hiện khi làm việc với các ống nhỏ có thành mỏng.
Hàn argon thủ công đôi khi cũng được thực hành. Người điều khiển cầm ngọn đuốc bằng một tay và cầm dây bằng tay kia. Sau đó được đưa vào khu vực làm việc một cách trơn tru nhất có thể. Phương pháp này đòi hỏi bạn phải chắc, khỏe và mắt tinh tường.
Và ngay cả trong những điều kiện như vậy, nó không thể hoạt động lâu dài và ổn định, do đó rất mong muốn sử dụng ít nhất một thiết bị bán tự động.














Nhận xét đã được gửi thành công.