Tất cả về tệp

Mặc dù có một số lượng lớn các dụng cụ điện, một số dụng cụ cầm tay không thể thay thế được. Tệp là một trong những thiết bị này có thể được sử dụng cho nhiều loại công việc. Nhiều khó khăn nảy sinh với việc lựa chọn một phương án phù hợp, vì việc phân loại được thực hiện theo nhiều tiêu chí.


Nó là gì?
Dũa là một công cụ cầm tay, mục đích chính là loại bỏ dần vật chất. Mỗi năm ngày càng có nhiều lựa chọn xuất hiện, một số thích hợp để làm việc với kim loại, một số khác với chất liệu mềm hơn.
Vị trí của một số lượng lớn các cạnh cắt cho phép mài. Tương tự, bạn có thể thực hiện các thao tác sau.
- Điều chỉnh sản phẩm theo các thông số nhất định. Chúng có thể được gọi là kích thước, hình dạng, cũng như cấp độ nhám bề mặt. Cần lưu ý rằng với một tệp, chỉ có thể loại bỏ một vài mm vật liệu.
- Mở rộng đường kính của lỗ bên trong. Quy trình này tương tự như doa, chỉ có thể được thực hiện với bề mặt làm việc tròn.
- Rút gọn phần. Mặt cuối thường được mài để thay đổi chiều dài.



Thân chính được làm bằng thép cứng đặc biệt. Điều này xác định rằng bề mặt làm việc cứng hơn bề mặt làm việc.
Công cụ được đề cập được sản xuất theo GOST. Nếu nó không đáp ứng các yêu cầu đã thiết lập, tuổi thọ sẽ giảm đi vài lần.
Tệp hiện đại là một công cụ phức tạp phải đáp ứng tất cả các yêu cầu. Chúng như sau:
- lưỡi cắt phải được làm bằng hợp kim hợp kim sẽ không bị gỉ ngay cả ở độ ẩm cao;
- chỉ thị độ cứng được chọn tùy thuộc vào phôi nào sẽ được gia công;
- công cụ phải thoải mái, vừa vặn trong tay, nếu không sẽ khó thực hiện công việc một cách hiệu quả;
- bộ phận làm việc phải có kích thước chính xác, không được phép có khuyết tật.



Các tệp cũng có sẵn dưới dạng tệp đính kèm cho các dụng cụ điện. Sự khác biệt của chúng nằm ở chỗ không có tay cầm, thay vào đó là một tay đòn đặc biệt, đảm bảo độ tin cậy cần thiết của kết nối.
Vật liệu (sửa)
Tất cả các loại dũa có thể được phân loại là công cụ cắt, được đặc trưng bởi sự hiện diện của tay cầm và bộ phận làm việc. Bộ phận tiếp xúc tại thời điểm làm việc, theo quy luật, được làm bằng thép. Phổ biến nhất là thép công cụ.
- Lớp 13X và SHX15. Hợp kim làm tăng các tính chất cơ bản của kim loại, ví dụ, độ bền. Hợp kim hóa cũng cải thiện khả năng chống lại độ ẩm cao của kim loại.
- U13A và U10A được coi là hợp kim không hợp kim cải tiến. Chúng kém hơn về tính chất của chúng so với các hợp kim đúc, nhưng lại rẻ hơn nhiều.
Bề mặt được xử lý bằng cách làm cứng. Điều này được thực hiện để tăng độ cứng lên 58 HRC. Trong sản xuất các công cụ để chế biến gỗ hoặc nhựa, các hợp kim ít cứng hơn được sử dụng.


Cần đặc biệt chú ý đến tay cầm. Nó cũng có thể được làm từ nhiều loại vật liệu khác nhau.
- Ưu đãi không đắt được làm bằng nhựa. Nó được đặc trưng bởi độ bền thấp, nhưng đồng thời nhẹ và không phản ứng với độ ẩm cao hoặc sự thay đổi nhiệt độ.Nhược điểm là với tay cầm như vậy, sẽ không có tác dụng chuyển một lượng lớn công sức sang bộ phận làm việc.

- Gỗ đã được sử dụng trong nhiều năm. Nó có đủ độ bền, nhưng do ảnh hưởng của môi trường, nó mất đi các đặc tính của nó theo thời gian. Gần đây, tay nắm bằng gỗ là cực kỳ hiếm.

- Tay cầm kim loại là mạnh nhất và bền nhất, có thể được sử dụng để truyền thêm lực. Những bất lợi là trọng lượng và chi phí của công cụ tăng lên.

Chính các loại tài liệu được sử dụng sẽ quyết định tuổi thọ của tệp, đặc điểm của điều kiện lưu trữ và một số điểm khác. Không nên mua các sản phẩm giá rẻ được sản xuất mà không tính đến các tiêu chuẩn GOST.
Lượt xem
Các tập tin có thể được phân loại theo một số lượng lớn các đặc điểm. Đặc điểm quan trọng nhất là kiểu khía. Thời điểm này quyết định loại công việc có thể được thực hiện, cách lớp sẽ được loại bỏ khỏi bề mặt. Khi tạo công cụ tệp, chúng được hướng dẫn bởi GOST 1465-59. Loại notch cho phép bạn giải quyết một số công việc nhất định, có một số tùy chọn:
- đơn giản;
- khía ngang hoặc khía kép;
- nói rôm rả hoặc chỉ điểm;
- vòng cung.
Rất khó để phân biệt bằng mắt thường các loại khía, tuy nhiên, có thể xác định chính xác loại bằng mô tả của nhà sản xuất hoặc các nhãn hiệu được áp dụng. Một số giống được thiết kế cho các nhiệm vụ cụ thể.


Một phân loại bổ sung liên quan đến kích thước. Theo GOST 1465-59, có 6 số.
- Được đánh số lớn 0 và 1 dùng để xử lý bề mặt nhám. Nếu được sử dụng đúng cách, có thể loại bỏ một lớp lên đến 0,1 mm trong một lần quét. Không thể được sử dụng để xử lý chính xác. Thao tác thô sơ với dụng cụ làm cho răng bị mẻ ra khỏi bề mặt.
- Khi sử dụng công cụ có khía 2 và 3 có thể đạt được độ chính xác cao hơn. Trong một lần vượt qua, nó loại bỏ tới 0,06 mm. Độ nhám cao không thể đạt được.
- Đường chuyền hoàn thiện được thực hiện bằng dụng cụ có khía 4 và 5. Tùy chọn này phù hợp để hoàn thiện mức độ nhám bề mặt, nhưng không phù hợp để thay đổi kích thước sản phẩm.
Thông tin trên chỉ ra rằng có thể thực hiện nhiều loại ứng dụng với tệp. Công cụ này là khiêm tốn, nhưng nó phải được chọn một cách chính xác tùy thuộc vào nhiệm vụ đang thực hiện.



Cắt một lần
Phiên bản đơn giản nhất với một vết cắt. Điểm đặc biệt của quy trình gia công kim loại mềm và nhựa là việc lấp đầy không gian giữa các phần tử cắt một cách nhanh chóng. Rất khó để làm sạch các rãnh.
Đó là một rãnh duy nhất cho phép bạn làm việc trong thời gian dài. Đồng thời, không có khó khăn nghiêm trọng trong việc làm sạch bề mặt.
Bộ phận làm việc thường được làm bằng kim loại mềm hơn, rẻ tiền.

Mặt cắt ngang
Thiết kế cắt đôi hiệu quả khi làm việc với các hợp kim cứng như gang hoặc đồng. Vị trí của lưỡi cắt này đảm bảo năng suất cao.
Chip từ kim loại cứng sẽ không làm tắc nghẽn rãnh. Do đó, việc cắt bề mặt có thể được thực hiện trong một thời gian dài.

Dấu chấm cắt
Tùy chọn này luôn lớn. Các khía lớn cho phép bạn làm việc với cao su, gỗ, da và các vật liệu tương tự khác.
Cần ghi nhớ rằng với sự gia tăng kích thước của lưỡi cắt, chất lượng của bề mặt gia công bị giảm đáng kể.
Tùy chọn này không phù hợp để có kết thúc mịn.

Các loại
Một nhạc cụ có thể được phân loại theo nhiều tiêu chí khác nhau. Dũa kim loại được chia thành nhiều loại.
- Người sành ăn. Có khoảng 5-12 khía trên 10 mm bề mặt làm việc. Bề mặt nhám là rất cao với tùy chọn này. Tuy nhiên, khi kích thước của răng tăng lên, sẽ có nhiều vật liệu bị loại bỏ hơn trong một lần xử lý.

- Cá nhân. Biến thể này, cũng với sự sắp xếp thưa thớt của các răng và các vết khía lớn, thích hợp để gia công nhanh một sản phẩm, thay đổi hình dạng và kích thước của nó. Số lượng răng đạt 25 chiếc.

- Nhung. Lớp này được đặc trưng bởi thực tế là có khoảng 80 răng trên 10 mm. Khi sử dụng, bạn cần phải cẩn thận, quá mạnh có thể làm hỏng dụng cụ.

Theo quy định, xử lý bề mặt được thực hiện trong nhiều giai đoạn. Để bắt đầu, họ sử dụng các tùy chọn với những chiếc răng lớn, sau - với những chiếc răng nhỏ. Nhãn hiệu thường không chỉ cho biết loại vật liệu được sử dụng để sản xuất bộ phận làm việc, mà còn cho biết hình dạng.
Phổ biến nhất là các tùy chọn duỗi thẳng. Chúng rẻ hơn, phù hợp với hầu hết các công việc.
Một công cụ nhỏ có độ chính xác lớn, nhưng các bộ phận lớn mất nhiều thời gian để chế tạo.


Việc phân loại cũng có thể được thực hiện theo hình dạng của bộ phận làm việc - ví dụ, hình vuông và hình thoi, hình thoi. Trong một nhóm riêng biệt, chúng tôi sẽ bao gồm ren, được thiết kế để xử lý bề mặt như vậy. Hình bán nguyệt trông hơi khác thường, nó được sử dụng để loại bỏ kim loại từ lỗ bên trong. Có một phiên bản Cape và khí nén, thường được sử dụng nhiều nhất trong các nhà máy, loại mỏng thích hợp để loại bỏ một lớp kim loại nhỏ.

Tổng quan
Loại tệp này được sử dụng rộng rãi nhất. Chiều dài của nó là khoảng 50 cm, nó có hiệu quả khi bạn cần loại bỏ tới 1 mm kim loại.
Hình dạng có thể thay đổi đáng kể. Các phiên bản phẳng thích hợp để loại bỏ kim loại khỏi bề mặt phẳng, các phiên bản hình tam giác được sử dụng để làm việc với các rãnh bên trong.


Đặc biệt
Một số bộ phận có góc và độ dốc phức tạp, bề mặt răng cưa. Một bộ phận làm việc bất thường cho phép bạn loại bỏ kim loại khỏi bề mặt của rãnh và rãnh.
Các dụng cụ vệ sinh được trang bị tận răng lớn nhất. Độ chính xác thấp xác định khả năng sử dụng tệp ở giai đoạn đầu của công việc.


Các tập tin kim
Các tệp nhỏ nhất được gọi là tệp tệp. Chúng nhỏ và chính xác, thích hợp để thay đổi kích thước hoặc gia công thô các bề mặt.
Trong sản xuất dũa kim, loại thép U12 hoặc U12A được sử dụng. Do xử lý nhiệt bổ sung, giá trị độ cứng là 60 HRC đạt được. Hình dạng của bề mặt làm việc là khác nhau đáng kể, nó được lựa chọn tùy thuộc vào nhiệm vụ đang thực hiện.

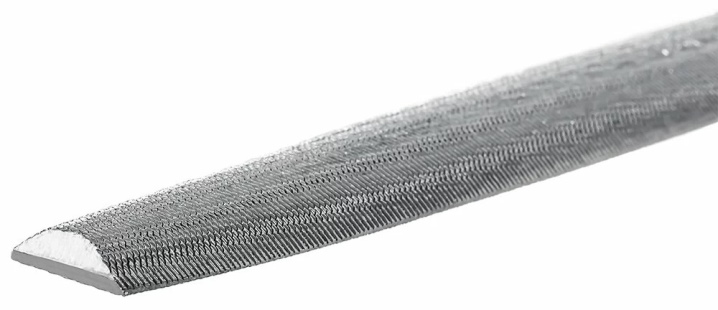
Rasps
Rasps được sử dụng rộng rãi khi làm việc với kim loại mềm như nhôm. Thanh công tác là sản phẩm đúc bằng hợp kim U7A hoặc U10A, độ cứng bề mặt - không quá 40 HRC. Chiều dài tiêu chuẩn không quá 35 cm.
Rasps có nhiều hình dạng khác nhau được tạo ra. Loại phẳng có thể có đầu nhọn hoặc cùn; hình tròn và hình bán nguyệt có thể được xếp vào một nhóm riêng biệt.

Các hình thức
Một phân loại khác, không kém phần quan trọng, liên quan đến hình dạng của bề mặt làm việc. Nó được lựa chọn tùy thuộc vào đặc tính của sản phẩm chế biến. Các giống sau đây được phân biệt.
- Bằng phẳng được sử dụng rộng rãi nhất, vì chúng được dùng để xử lý các bề mặt thông thường, ví dụ như gạch lát.

- Tròn thích hợp để làm việc với các lỗ bên trong. Bộ phận làm việc được làm dưới dạng thanh, nhỏ dần từ bề mặt cuối.

- Bán nguyệt có thể được gọi là lời đề nghị linh hoạt nhất.
- Hình tam giác được sử dụng để làm việc với các rãnh và cạnh. Cạnh kết quả có các răng xử lý bề mặt.

- Quảng trường cho phép bạn tác dụng nhiều lực hơn, vì bộ phận làm việc vẫn giữ được độ cứng cần thiết ngay cả trong thời gian làm việc kéo dài.

- Đặc biệt được sản xuất để gia công một số sản phẩm nhất định, có thể có một bộ phận làm việc cụ thể.

- Cưa sắt có thể được sử dụng để mài các sản phẩm.

- Hình kim cương được thiết kế để làm việc với các cạnh phức tạp.

Hình dạng xác định bề mặt nào có thể được gia công.
Cuộc hẹn
Việc phân loại nhạc cụ được thực hiện theo mục đích của nó. Có một số sửa đổi khác nhau.
- Phiên bản kim loại là phổ biến nhất. Bất chấp sự ra đời của công cụ điện, việc hoàn thiện thường chỉ có thể được thực hiện với một tập tin.
- Các tệp gỗ cũng có sẵn để bán. Chúng có thể được sử dụng để thay đổi hình dạng và kích thước của sản phẩm, chúng có đặc điểm là bề mặt làm việc có độ cứng thấp.
- Các tùy chọn nhựa có giá thành rẻ, với độ bền thấp hơn 30 HRC.
- Dụng cụ dũa gang tăng độ cứng. Điều này là do thực tế là một hợp kim như vậy rất khó gia công.
- Các tập tin gốm sứ gần đây rất phổ biến. Các sản phẩm gốm sứ có đặc điểm là độ cứng bề mặt cao, do đó chỉ những dụng cụ đặc biệt mới thích hợp để gia công.
- Các tập tin hiếm khi được sử dụng để làm sắc nét, nhưng bạn vẫn có thể thực hiện loại công việc này.
- Phụ kiện khoan hoặc tuốc nơ vít. Để nâng cao hiệu quả lao động, nó có thể được tự động hóa một phần. Các tập tin đính kèm đặc biệt có một tập tin đính kèm cụ thể.
Chỉ nên sử dụng từng loại cho mục đích đã định. Nếu không, công cụ sẽ nhanh chóng bị hao mòn và khó đạt được mục tiêu. Ví dụ, bạn không cần phải sử dụng phiên bản đồ gốm để xử lý một cái xẻng.


Độ cứng
Chỉ số độ cứng phần lớn phụ thuộc vào loại vật liệu được sử dụng. Đồng thời, việc xử lý nhiệt bổ sung có thể làm tăng chỉ số đáng kể. Độ cứng Rockwell được chỉ định. Dũa phải được chọn một cách chính xác không chỉ về kích thước, hình dạng mà còn về độ cứng. Các khuyến nghị cơ bản.
- Để tăng độ cứng người ta tiến hành nhiệt luyện làm tăng giá thành sản phẩm lên đáng kể.
- Độ cứng quá thấp sẽ trở thành lý do tại sao bề mặt làm việc sẽ bị mài mòn nhanh chóng.
- Độ cứng được lựa chọn tùy thuộc vào vật liệu sẽ được xử lý. Đối với cao su, nhựa và gỗ, chỉ số này không được cao hơn 40 HRC. Đối với gang hoặc thép cứng, dụng cụ có độ cứng bề mặt làm việc khoảng 60 HRC là phù hợp.
Chỉ số này được chỉ ra trong nhãn. Việc làm cứng phải được thực hiện theo các khuyến nghị, vì quy trình như vậy có thể làm tăng độ giòn.

Nhà sản xuất của
Một yếu tố quan trọng khi lựa chọn là công ty sản xuất công cụ. Như một quy luật, chào hàng từ các công ty nước ngoài phổ biến hơn. Tuy nhiên, chúng đắt hơn nhiều.
Công cụ có xuất xứ từ Nga rẻ hơn. Việc sản xuất được thực hiện bởi công ty Santool và "Intek", PJSC "Metallist". Trong mọi trường hợp, khi chọn tệp, cần phải chú ý để đảm bảo rằng nó đáp ứng các tiêu chuẩn GOST.
File có thể được coi là một công cụ gần như không thể thiếu. Tuy nhiên, thông tin trên chỉ ra rằng nên mua cả bộ. Điều này là do thiếu giải pháp phù hợp với tất cả. Sau khi mua một công cụ, bạn cũng nên xem xét các khuyến nghị để cẩn thận, vì nếu chúng không được tuân thủ, sau một vài chu kỳ xử lý, bạn sẽ phải mua một cái mới.














Nhận xét đã được gửi thành công.