Tổng quan về cờ lê

Vòi giống như một “con lật ngược”. Nó không phải là ren ngoài (trên cốt thép trơn hoặc dây) được cắt, mà là ren trong (trong phôi được khoan cho đai ốc, trống). Giá đỡ vòi được đặc trưng bởi phương pháp ứng dụng cơ giới hóa (trong mâm cặp tuốc nơ vít) hoặc thủ công (núm vặn).


mô tả chung
Cổ áo có vòi bằng tay có sẵn trong thiết kế thẳng và hình chữ L. Các thành phần chính của giá đỡ vòi là:
- khung lăng trụ;
- tay cầm tĩnh;
- một tay cầm có thể tháo rời với một bánh cóc giúp cố định sự thay đổi vị trí khi quay một góc nhất định.
Là các bộ phận bổ sung - miếng đệm có thể di chuyển và một thiết bị để cố định chúng như một phần của giá đỡ vòi có thể điều chỉnh được.


Do hình dạng được tiêu chuẩn hóa dưới dạng một phần tử hình vuông (theo tiêu chuẩn của GOST số 3266), các đầu vòi trên thị trường dụng cụ là thống nhất. Chúng tương thích với ren bên trái và bên phải và hoạt động trên máy cắt inch và hệ mét. Theo thiết kế, giá đỡ vòi có thể có giá đỡ phẳng hoặc hình chữ L, với chuyển động hướng tâm hoặc hướng trục của dao cắt, với khả năng điều chỉnh phần tự do cho đuôi.

Giá đỡ vòi có một, hai hoặc ba phần tiếp đất - phù hợp với đường kính của rãnh ren cần cắt. Chuyển động dọc trục giả định việc thực hiện cuối dao và hoạt động với khả năng tiếp cận tự do cực kỳ hạn chế vào khu vực cắt.
Giá đỡ vòi cuối đòi hỏi nhiều nỗ lực hơn khi cắt - để tạo thuận lợi cho lao động, một bánh cóc được gắn trong dụng cụ, giúp cố định máy cắt để di chuyển tay cầm một cách đáng tin cậy.

Lượt xem
Về kích thước (đường kính trong) của lỗ ren, theo GOST trong nước, cờ lê cho vòi thuộc các dải M3-M12, M6-M20, M8-M36, M1-M12, M1-M10, M4-M12, M8-M25 và một số loại khác được bán rộng rãi trên thị trường ... Núm vặn càng mạnh và dày thì càng có nhiều lực tác động lên vòi của người chủ. Theo thiết kế, ngoài các giá đỡ vòi cuối nói trên, trên thị trường máy cắt cầm tay còn có một giá đỡ cho vòi lăng kính, cũng như một loại phổ thông.


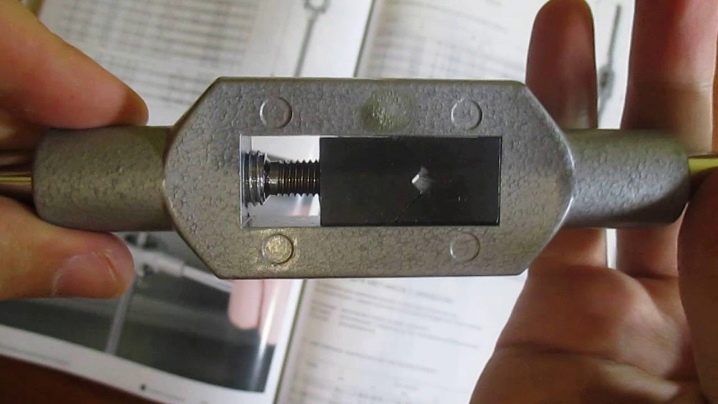
Giá đỡ vòi lăng kính - hai lớp phủ trong khung, trong khi một lớp phủ vừa khít với lớp kia, giống như các phần tử của tranh khảm hoặc xếp hình. Các lăng trụ hình chữ nhật, sau khi đóng lại, tạo thành một khoảng trống hình vuông không bị trống ở giữa, vào đó một dao cắt có chuôi có cùng hình dạng và kích thước được đưa vào.
Điều này tương tự như hệ thống vận chuyển bằng tay quay trên xe đạp: Việc bắt chặt các bàn đạp trên trục của cơ cấu ống lót trong trường hợp này là một khe hở hình vuông để lắp thanh truyền vào (và được siết chặt bằng đai ốc hoặc bu lông).

Vòi hoạt động theo cách tương tự khi nó được cố định trong giá đỡ vòi. Việc siết chặt chuôi trong giá đỡ được thực hiện bằng cách sử dụng các thanh núm điều chỉnh.
Giá đỡ vòi đa năng là công cụ phụ trợ trượt hình lăng trụ tương tự. Để làm việc chung với một vòi bánh cóc cuối, một bộ chuyển đổi được trang bị một bánh cóc như vậy được cung cấp cùng với giá đỡ. Điều này cho phép sử dụng cả hai loại mỏ hàn đã thảo luận trước đó, bỏ qua sự phụ thuộc của mỏ hàn đã chọn vào loại giá đỡ cờ lê.


Làm thế nào để làm điều đó cho mình?
Núm giữ đơn giản nhất được làm theo cách sau.
- Khoan một lỗ cho bu lông M10 ở tâm của một đoạn (ví dụ: 5 cm) của thanh cốt thép hình vuông có tiết diện, ví dụ: 400 mm2 (cạnh của hình vuông là 20 mm).Trong ví dụ này, một vòi ren bên trái được sử dụng trên chuôi đai ốc M10. Lỗ của vòi được khoan chính xác ở tâm (giữa) của mảnh thanh. Độ sâu của lỗ là một nửa hay? độ dày của thanh. Ví dụ, một thanh 20 mm được khoan đến 10… 13 mm.
- Sử dụng một vòi khác để cắt các sợi chỉ trong lỗ chính giữa này. Bạn nên cắt cái bên trái - cái bên phải sẽ cản trở việc làm việc với cờ lê như vậy, máy cắt sẽ không được vặn khi cắt phôi. Vặn vào vòi, đảm bảo rằng nó "nằm" ở đó một cách an toàn.
- Ở các đầu của một đoạn thanh, hãy khoan các lỗ tương tự cho các thanh ngang của núm, chẳng hạn, sâu đến 1 ... 1,5 cm. Cắt một sợi tương tự ở chúng.
- Vặn theo chiều dài của các đinh tán vào các lỗ bên. Ví dụ, chiều dài của mỗi cái là 10 cm. Hãy đeo vào chúng - để thuận tiện cho công việc - ống co nhiệt hoặc một đoạn ống mỏng thông thường.

Mẹo: Tuân thủ nghiêm ngặt độ vuông góc khi khoan. Việc lệch ít nhất một độ sang hai bên sẽ gây ra sự bất tiện trong quá trình vận hành và sẽ góp phần gây mòn nhiều hơn cho cả mỏ hàn và giá đỡ. Khuyến nghị rằng tất cả các công việc khoan được thực hiện trên một máy khoan, trên đó độ vuông góc (độ vuông góc) của hành trình khoan đã được thiết lập tại nhà máy.
Nếu đế của giá đỡ được làm bằng thép, được sử dụng để sản xuất các phụ kiện xây dựng A400-A500, thì sau khi cắt và thử nghiệm, giá đỡ có thể được làm cứng trong dầu máy - giống như làm cứng dao, cưa và rìu tự chế. Thép tôi cứng có khả năng chịu mài mòn cao hơn nhiều lần so với thép không nung. Việc ủ núm sẽ làm cho vật cố định được bền. Ngoài ra, bạn nên lấy một số thép dụng cụ - ví dụ, sử dụng cờ lê hoặc kìm lớn bị hỏng để làm trống cho cờ lê. Việc khoan và cưa đế cổ được thực hiện bằng mũi khoan và đĩa tráng kim cương.


Việc sản xuất giá đỡ hình lăng trụ có phần phức tạp hơn. Các nửa của tấm kẹp, được dẫn động bởi cờ lê, được mài sắc trên máy phay, điều này sẽ tạo điều kiện thuận lợi cho việc gia công cờ lê này bằng máy CNC. Việc sử dụng tia laser và cắt phay là gần giống nhau - độ chính xác của các thiết bị CNC giúp bạn dễ dàng sao chép một số lượng lớn các bộ phận giống hệt nhau. Các nửa nhấn vòi được làm bằng một tấm thép tấm có thành dày (10 - 20 mm).


Hơn nữa, các nửa được đặt trong một khung được hàn từ một hình chữ U, trong đó các lỗ được khoan cho các nửa bằng tay của tay quay. Nhưng các nửa có thể được kết nối mà không cần khung - các thanh ren giống nhau của cờ lê sẽ giúp nó ở vị trí ổn định nhất, nhờ đó, chân vòi được kẹp chặt chẽ. Các nửa của kẹp được khoan ngược đồng trục: các chốt vặn vào, mà bản gốc lấy khi luồn trong phôi, đi qua nửa lăng kính thứ nhất - từ một bên - và một nửa đi vào lăng kính thứ hai.
Cơ cấu không bánh cóc dễ chế tạo hơn nhiều, vì bánh cóc cũng sẽ yêu cầu một bộ phận lắp một hoặc hai ổ bi. Như thực tế cho thấy, điều chính là đảm bảo khả năng sử dụng và độ bền của núm giữ trong nhiều năm. Thiết kế ổ trục tinh vi là một giải pháp cho những người thợ thủ công đã vượt qua cấp độ kinh nghiệm đầu tiên trong việc tự chế tạo các dụng cụ cầm tay trong nhà để xe.














Nhận xét đã được gửi thành công.