Tất cả về cưa xẻ

Máy cưa được coi là hiệu quả nhất cho công việc nếu nó được trang bị một lưỡi cưa. Chất lượng của bản thân vết cắt, tốc độ làm việc, cũng như tỷ lệ các phần tử bị loại bỏ và sự hiện diện của chất thải, phần lớn phụ thuộc vào sự lựa chọn chính xác của vòng tròn này. Tùy thuộc vào các tính năng của thiết bị này, các loại cưa dọc và ngang được phân biệt.
Cưa các loại
Máy cưa là một công cụ cắt sắc bén với một số lượng lớn các lưỡi cắt có khả năng làm việc trong một đường cắt khép kín. Kerf là một khe hở khá hẹp xuất hiện trên gỗ khi cắt dăm bằng răng sắc của dụng cụ làm việc. Thông thường, các thành bên được phân biệt với phần cắt, cũng như phần dưới, chính là phần lưỡi cắt tương tác với chúng. Tùy thuộc vào góc nghiêng và vị trí của cưa liên quan đến gỗ, một số kiểu cưa được phân biệt.
- Theo chiều dọc. Trong trường hợp này, mặt phẳng song song hoặc xấp xỉ song song với các thớ gỗ. Khung cưa hoạt động theo cơ chế này, cũng như các máy cưa vòng và vòng được sử dụng để cưa các khúc gỗ, cũng như dầm thành ván khi vật liệu được cắt theo hướng dọc cả chiều dài và chiều rộng.
- Ngang. Ở đây cưa nằm vuông góc hoặc xấp xỉ vuông góc với các sợi. Trong trường hợp này, việc cưa bản thân được thực hiện thủ công bằng cách sử dụng cưa cắt ngang và cưa sắt, cũng như trên máy cắt. Phương pháp xử lý sợi gỗ này được sử dụng để cắt thành phôi tròn, loại bỏ các khuyết tật của gỗ, cũng như để tạo ra gỗ xẻ có chất lượng và kích thước theo yêu cầu.
- Trộn. Trong trường hợp này, mặt phẳng của dụng cụ có thể nằm trong khoảng từ 10 đến 80 độ so với gỗ.



Nói về phương pháp cưa nào tốt hơn, cần lưu ý rằng phương pháp cưa ngang được coi là đơn giản hơn, vì sơ đồ này không có hộp số phức tạp, cần phải quay trục 90 độ, các bánh răng hoạt động hiệu quả hơn nhiều, Nhờ đó mà cưa cắt ngang bền hơn, nguy cơ động cơ mất điều chỉnh thấp hơn nhiều và tổng thể thiết bị kéo dài tuổi thọ hơn.
Đồng thời, cần hiểu rằng một số loại công việc không thể được thực hiện theo bất kỳ cách nào khác ngoài chiều dọc. Đó là lý do tại sao nó đáng xem xét chi tiết hơn về các thông số chính của cưa xẻ.


Đặc thù
Cưa xẻ rãnh là một quá trình cưa chạy song song với thớ gỗ tự nhiên. Trong trường hợp này, các đĩa tròn được sử dụng, trong đó các răng cửa nghiêng, các cạnh nhọn của chúng cắt sợi một cách hiệu quả, chúng bắt đầu bong ra và tạo thành mùn cưa. Trong quá trình xử lý như vậy, các bất thường thường xuất hiện trên bề mặt của một bộ phận bằng gỗ, cũng như rêu và rãnh - sự xuất hiện của chúng được giải thích bởi đặc tính của các sợi được hình thành trong quá trình sống của cây.
Biên dạng bề mặt cuối cùng bị ảnh hưởng bởi cách mở rộng kerf, cũng như kích thước của răng và hình dạng của răng. Thường thì đĩa sau được mài nhọn như một hình tam giác, vì vậy bạn chỉ có thể làm việc với đĩa như vậy theo một hướng.

Thiết kế lưỡi cưa
Chọn đúng lưỡi cưa để cưa xẻ hiệu quả.Cần lưu ý rằng các răng càng lớn thì việc cưa càng dễ dàng (để so sánh, khi làm việc với các vết cắt ngang, các răng lớn hoạt động rất thô bạo và theo nghĩa đen xé gỗ, dẫn đến vụn). Các lỗ sâu giữa các răng như vậy cũng phải sâu nhất có thể - trong trường hợp này, việc loại bỏ các mảnh vụn sẽ có chất lượng tốt hơn. Số lượng răng tối ưu để cắt dọc thay đổi từ 20 đến 24 chiếc.
Nếu trong công việc của bạn, bạn cần thực hiện cả hai loại cưa, thì tốt hơn là nên ưu tiên dụng cụ trên các đường tròn có răng cỡ trung bình, tổng số 46–48 mảnh.


Không nên sử dụng đĩa có răng mịn khi làm việc với các vết cắt, điều này sẽ làm giảm tốc độ làm việc, quá nhiệt đáng kể của thiết bị và những hậu quả khó chịu như vậy:
- lưỡi cưa bắt đầu phát sáng;
- cưa thường đi ngang so với đường cắt;
- ở những khu vực quá nóng, vật liệu bắt đầu "phồng lên" và ma sát tăng lên đáng kể;
- cái cưa biến dạng và trông giống như một cánh quạt hơn là một bề mặt cắt.
Để giảm khả năng quá nhiệt nhanh chóng, các khe và lỗ nhỏ được tạo ra trên lưỡi cưa, chúng hoạt động như bộ bù nhiệt. Chúng thường được đặt ở cạnh dọc theo bán kính.



Trên một số mô hình, chúng được làm đầy một phần bằng hợp chất đồng, giúp giảm độ ồn và giúp làm mát động cơ nhanh chóng. Bánh xe cưa thường được đổ từ một kim loại (chúng được gọi là nguyên khối) hoặc bao gồm các chất hàn từ các hợp kim cứng khác nhau. Mỗi tùy chọn đều có ưu và nhược điểm riêng.
- Nguyên khối, như một quy luật, nhanh chóng trở nên buồn tẻ, vì vậy chúng phải được mài giũa và sửa chữa. Tuy nhiên, thủ thuật này khá đơn giản và không phức tạp nên bạn hoàn toàn có thể tự thực hiện tại nhà. Thông thường, những lưỡi dao như vậy được sử dụng cho cả cắt xẻ và cắt ngang. Chi phí của thiết bị như vậy là khá phải chăng.
- Cacbua hình tròn đắt hơn nhiều, đồng thời, thời gian sử dụng của chúng cho đến lần mài đầu tiên cũng lâu hơn. Việc mài dao này chỉ có thể được thực hiện trên thiết bị chuyên dụng. Mặc dù vậy, chính xác những tấm bạt như vậy lại có nhu cầu nhiều hơn ở người tiêu dùng, vì chi phí của chúng được thanh toán sớm hơn nhiều so với nhu cầu sạc lại phát sinh. Bánh xe cacbua không chỉ hoạt động tốt trên gỗ, mà còn trên các vật liệu như kim loại, laminate hoặc ván ép.



Cần đặc biệt chú ý đến một số thông số của máy cưa điện để sử dụng theo chiều dọc.
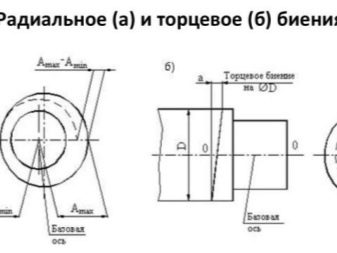
- Chạy xuyên tâm hoặc chạy mặt. Để thực hiện công việc đặc biệt chính xác, một trong những chỉ số quan trọng nhất là độ lệch của đường tròn so với mặt phẳng cắt chính. Nếu có một vết cắt xuyên tâm hoặc cuối, thì nó có thể làm gián đoạn độ sắc nét của vết cắt. Thời gian chạy tối ưu cho phép là 0,15 mm và các mô hình chất lượng cao nhất có thông số trong khoảng 0,05 mm.
- Hãy nhớ rằng không nên thực hiện các vết cắt bằng lưỡi cưa bằng lưỡi cưa; chúng có một đường chuyển động khác của lưỡi trong phần gỗ. Ví dụ, các bánh xe của dụng cụ con lắc thường ở góc âm - điều này làm giảm tải cho động cơ, và các cạnh cắt nhanh hơn và dễ dàng hơn. Kết quả là, hiệu quả tăng lên khi so sánh với đĩa đệm có răng nằm ở một góc dương. Nếu một đĩa như vậy được trộn dọc theo quỹ đạo của con lắc, thì máy cưa sẽ chỉ đơn giản là cắt thành các sợi không có phần răng sắc nhất của nó. Tất cả điều này dẫn đến tăng tải cho động cơ, quá nhiệt và giảm hiệu quả công việc. Nếu các đĩa có răng mài âm được sử dụng cho một phiến tròn, gỗ sẽ bắt đầu bị mài mòn và mùn cưa sẽ không ra tốt - trong trường hợp này, quá trình cắt diễn ra chậm hơn nhiều.

Sự lựa chọn tinh tế
Tốt nhất bạn nên mua cưa Rip từ các cửa hàng chuyên dụng. - Không giống như các cửa hàng nhỏ lẻ, ở đây sản phẩm đi kèm với hướng dẫn và mô tả đầy đủ cho người dùng, và người bán hàng có kiến thức cần thiết và có thể tư vấn chi tiết. Đảm bảo nghiên cứu thông tin nằm trên đĩa. Thông thường, ở đây, sử dụng các mũi tên, chỉ ra hướng cắt (ngang hoặc dọc), cũng như tốc độ cắt tối đa theo vòng quay và góc nghiêng của răng. Thông thường, một góc âm được ký hiệu là neg và một góc dương là pos. Một chữ cái thường được chỉ ra trước các ký hiệu này - nó cho biết độ lớn của các độ.
Cần phải kiểm tra trực quan đĩa và đảm bảo chất lượng của nó. Nên nhớ rằng, ví dụ như răng cùn có thể mài được, nhưng nếu cơ thể suy nhược thì không thể sửa được khuyết điểm này.


Hãy chắc chắn để kiểm tra chất lượng của chà nhám. Nếu lưỡi cưa tốt, các vòng tròn mài rõ rệt sẽ phân kỳ từ tâm ra các cạnh. Họ chỉ ra rằng sau khi dập, một bánh xe như vậy nhất thiết phải được hiệu chỉnh, sau đó được đánh bóng và đưa đến điều kiện làm việc hiệu quả nhất.
Nếu bánh xe rẻ tiền thì thường không phải trau chuốt thêm, tối đa là đánh bóng nguyên tấm. Nhựa có phoi dính vào bề mặt nhám kém, gây cản trở đáng kể đến công việc.
Trong các mẫu máy cưa điện đắt tiền hơn, các chữ khắc được áp dụng bằng tia laze, để vết khắc vẫn còn trong suốt thời gian sử dụng, điều này rất quan trọng cho quá trình mài sắc sau này của công cụ.



Xem video tiếp theo để biết thêm chi tiết.













Nhận xét đã được gửi thành công.