Làm thế nào để kiểm tra neo máy mài và khắc phục sự cố?

Mỏ neo của máy mài là bộ phận quay của động cơ điện, là “lõi” của toàn bộ kết cấu của thiết bị. Bộ phận này bao gồm một trục - một trục quay bằng kim loại, một cuộn dây, một bộ thu - một tập hợp các tấm tiếp xúc đại diện cho các đầu của cuộn dây và một vít làm mát. Phần ứng tương tác cơ học với các ổ trục trước và sau, bộ phận bánh răng của máy mài và chổi than chì; điện từ với stato - phần bên ngoài của động cơ điện. Điện áp đặt vào cuộn dây phần ứng thông qua tiếp xúc trượt của chổi than với các tấm góp - lam.
Sự truyền dòng điện được thực hiện ở chế độ quay tạo điều kiện cho ma sát và phát nhiệt. Những điều kiện này là tiền đề cho các trục trặc tiềm ẩn.

Lý do đổ vỡ
Máy mài góc neo - rôto, là bộ phận chịu tải trọng lớn nhất: nhiệt độ, cơ năng và điện từ. Việc vi phạm các quy tắc vận hành do nhà sản xuất quy định dẫn đến việc bộ phận này sớm bị hỏng hóc. Một số yếu tố đằng sau những vi phạm này là:
- làm quá thời gian cho phép khi làm việc liên tục;
- thiếu sự bảo vệ chống lại các phương tiện xâm thực - bụi, cát, chất bẩn, độ ẩm;
- vượt quá thông số tải trọng;
- hư hỏng cơ học;
- làm việc tại thời điểm điện áp giảm.

Những lý do này có thể dẫn đến các trục trặc phần ứng sau:
- chảy lớp cách điện (vecni cách điện) của các tiếp điểm hoặc cuộn dây do quá nhiệt;
- hư hỏng cơ học: trầy xước, vụn, nứt, do tiếp xúc với các phần tử lạ bị mắc kẹt trong khoang với các bộ phận chuyển động;
- sự cố tại các điểm yếu của dây quấn do quá tải;
- độ cong hoặc mất cân bằng của trục neo;
- ngắn mạch hoặc cặn cacbon trên lam.




Để loại trừ nguyên nhân của sự cố, cần phải nghiên cứu thiết bị phần ứng máy mài góc và thực hiện các chẩn đoán thích hợp.
Phương pháp xác minh
Mỗi sự cố của rôto được xác định bằng một phương pháp thử nghiệm thích hợp.

Kiểm tra trực quan
Phương pháp kiểm tra để bắt đầu chẩn đoán. Kiểm tra ống góp phần ứng xem có hư hỏng cơ khí không. Các vết xước, co giật và vụn phải không có. Kiểm tra các lamellas xem có kiệt sức không. Nếu một trong số chúng sẫm màu hơn hoặc bị phồng lên, thì có một đoạn ngắn mạch giữa tấm và thanh dẫn quanh co.


Bóng đèn 12 vôn
Nối hai dây dẫn vào các tiếp điểm của bóng đèn. Hãy nghỉ ngơi ở một trong số chúng. Nối các đầu dây với nguồn điện, đặt các mép của dây “đứt” trên các lam sao cho chúng không chạm vào nhau. Xoay mỏ neo. Nếu không có sự cố trong cuộn dây, thì đèn sẽ sáng liên tục.

Đồng hồ vạn năng
Đặt thiết bị này vào chế độ đo điện trở. Đặt một trong các đầu dò (cực tính không quan trọng) trên một trong các tấm. Lần lượt bôi một que thăm khác lên các thanh lam còn lại. Một tín hiệu âm thanh, tùy thuộc vào kiểu đồng hồ vạn năng, sẽ thông báo rằng có sự cố giữa các "dấu vết quanh co".

Kiểm thử
Chỉ báo rẽ ngắn mạch. Được sử dụng để chẩn đoán các neo đóng. Loại rôto này có đặc điểm là không tiếp cận được điểm nối của cuộn dây với các thanh lam. Máy thử có hai đèn LED - đỏ và xanh lá cây.Bằng cách xoay phần ứng được nối với máy thử, có thể xác định sự hiện diện của sự cố trong cuộn dây bằng đèn LED màu đỏ được chiếu sáng.

Làm cách nào để khắc phục sự cố?
Việc kiểm tra và thử nghiệm bằng mắt thường sẽ giúp xác định bản chất của sự cố và hiểu được liệu có thể thay thế hoặc sửa chữa tại nhà hay không. Trục trặc của rôto máy mài được chia thành hai loại: có thể sửa chữa được và không thể sửa chữa. Loại đầu tiên bao gồm các lỗi liên quan đến vi phạm cách điện của cuộn dây, hư hỏng bộ thu và đế sắt. Loại sự cố thứ hai là các yếu tố làm suy giảm sự cân bằng của toàn bộ phần ứng và trục của nó. Trong trường hợp này, hầu như không thể khôi phục rôto.

Sửa chữa bộ sưu tập
Nếu phát hiện thấy các hư hỏng về cấu trúc đối với các lam thu gom, chúng phải được xuyên thủng. Điều này có thể được thực hiện trên máy tiện hoặc với sự trợ giúp của các phương tiện tùy biến. Rãnh phải được thực hiện đồng đều. Nếu không, sự cân bằng sẽ bị xáo trộn, dẫn đến việc các chổi than chì bị phá hủy trong quá trình hoạt động và làm hỏng các bộ phận máy mài khác.

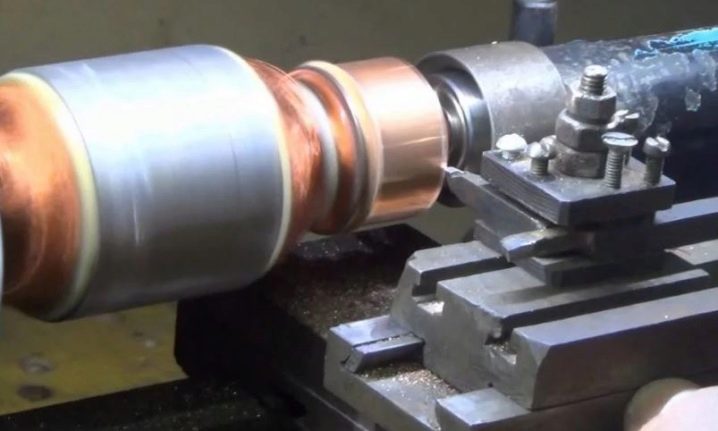
Rãnh máy
Rôto máy mài được lắp vào máy tiện. Vì bộ thu bao gồm các tấm đồng, và đồng là kim loại nhớt, nên cần chọn tốc độ quay tối ưu trong phạm vi từ 600 đến 1200. Máy cắt được đặt thành một nửa bộ chia. Tại thời điểm “con dao” chạm vào bộ thu, một đường dọc được tạo ra với việc loại bỏ một lớp kim loại mỏng. Hiệu quả tốt nhất có thể đạt được với 2-3 đường chuyền. Nhiều hơn trong số này có thể làm hỏng tính toàn vẹn cấu trúc của hồ chứa. Giữa các lối đi cần giải lao, để đồng nguội. Nếu không, lớp cách điện bằng véc-ni giữa các lam có thể bị chảy.

Để tạo rãnh với sự hỗ trợ của các công cụ tùy biến, bạn sẽ cần một cái rãnh, một mũi khoan và một số loại giấy nhám. Mỏ neo của máy mài được tháo ra khỏi thân máy, trong khi một phần của nó vẫn được kết nối với hộp số máy mài góc. Vỏ hộp giảm tốc được cố định trong một phó, đầu kia của trục rôto được kẹp trong mâm cặp khoan. "Môi" của vise và mũi khoan phải thẳng hàng với trục của trục phần ứng.
Bật máy khoan bằng nút kích hoạt cố định ở chế độ hoạt động liên tục. Nghiền bộ thu bằng giấy nhám mà không cần ép. Sử dụng tối thiểu 3 loại kích thước sạn - từ thô đến mịn. Lớp hoàn thiện phải là giấy nhám không hạt.
Ở phần cuối của rãnh, điều quan trọng là phải loại bỏ tất cả các phoi và bụi khỏi ống góp, điều này sẽ ngăn chặn hiện tượng đoản mạch giữa các tấm.
Tháo ổ trục
Mép, được cố định trong mâm cặp khoan, ban đầu được lắp vào ổ trục. Loại bỏ nó trước khi tạo rãnh. Để tháo vòng bi mà không cần máy kéo, bạn có thể dùng nhớt, búa và đục. Siết chặt trục với ổ trục trong một miếng vise để chỉ ổ trục bị ép chặt. Lắp đầu nhọn của đục vào đầu trục và đập trục ra khỏi ổ trục bằng những nhát búa nhẹ.

Sửa chữa quanh co
Tua lại mỏ neo của máy mài là một công việc đòi hỏi các kỹ năng thích hợp và độ chính xác đặc biệt. Để đạt được kết quả cuối cùng tốt nhất, bạn nên liên hệ với chuyên gia thích hợp.


Làm thế nào để tua lại tại nhà?
Nếu tính toàn vẹn của cuộn dây rôto bị vi phạm, nó phải được loại bỏ cẩn thận bằng cách sử dụng kìm, cưa sắt, đục, kềm - tất cả các dụng cụ cần thiết. Tránh làm hỏng các tiếp điểm của bộ góp, đế sắt của dây quấn và trục phần ứng. Trước khi xóa, hãy tìm hiểu sơ đồ quanh co là gì và khắc phục sự thật này trên giấy. Trong quá trình này, hãy làm theo sơ đồ hướng cuộn dây đã vẽ.


Dây quấn được đặt trong các rãnh đặc biệt trên đế sắt. Cần phải tính toán xem mỗi rãnh có bao nhiêu dây dẫn và dựa vào đó tính số vòng dây. Trong phiên bản tiêu chuẩn, chúng phải là 2000 - 2300. Các tấm bìa cứng được chèn vào các rãnh, cách điện cho cuộn dây tiếp xúc với đế sắt.Sau đó, dây được quấn, các đầu của chúng được hàn vào các điểm tiếp xúc của bộ thu khi hoàn thành.


Điều quan trọng là chọn dây đồng có tiết diện và chiều dài thích hợp. Dây dùng để quấn động cơ điện được phủ một lớp vecni cách điện. Điều rất quan trọng là không làm hỏng nắp này trong quá trình quấn lại. Nếu không, có thể xảy ra đánh thủng cuộn dây thứ hai.
Trước khi tẩm vào cuộn dây mới, cần phải quấn nó bằng đồng hồ vạn năng hoặc máy thử để loại trừ sự cố đánh thủng. Nếu không có, mỏ neo được gửi đến lò để làm ấm. Cuộn dây rôto được nung nóng được tẩm nhựa epoxy. Để dòng chảy qua dây tốt hơn, neo được giữ ở một góc.

Các biện pháp phòng ngừa
Việc tuân thủ các biện pháp phòng ngừa đảm bảo khả năng sử dụng của tất cả các bộ phận của máy mài trong một thời gian dài làm việc:
- không để động cơ điện, chổi than chì quá nhiệt, không để quá tải trọng cho phép đối với máy mài;
- sử dụng bánh xe cắt có thể thay thế có đường kính thích hợp;
- ngăn chặn bụi bẩn, cát, hơi ẩm và các vật thể lạ xâm nhập vào bên trong của máy mài góc;
- theo dõi tình trạng của chất bôi trơn trong hộp số và vòng bi - việc thiếu hoặc cạn dầu sẽ dẫn đến tăng tải cho phần điện của dụng cụ;
- tránh làm việc trong mạng quá tải, ví dụ, khi máy hàn đang chạy.

Lời khuyên chuyên nghiệp
Một số lời khuyên chuyên nghiệp sẽ giúp ngăn ngừa gãy phần ứng của máy mài và kéo dài tuổi thọ của dụng cụ điện. Ngăn bụi bẩn lọt vào bên trong vỏ máy:
- sử dụng máy hút bụi công trình để hút sạch bụi khi cưa vật liệu phi kim loại;
- tràn nước qua khu vực cắt, giảm phát thải bụi;
- đóng các tấm lưới hút gió bằng gạc hoặc một miếng nylon, định kỳ thay / làm sạch lớp cách nhiệt này;
- điều chỉnh hộp số để hướng quay của bánh xe được hướng "ra xa bạn" - bụi và các sản phẩm cưa khác sẽ được hướng ra khỏi lưới hút gió;
- Không đặt máy mài góc trên mặt đất, trên cát, bùn hoặc trên bề mặt ẩm ướt.

Mẹo làm việc với máy mài:
- nhúng đĩa cắt vào vật liệu từ từ, không có áp lực;
- giúp cưa bằng cách di chuyển máy mài về phía trước và phía sau;
- so sánh khối lượng cắt và đặc tính vật liệu với đặc tính kỹ thuật và công suất của máy mài;
- nếu tốc độ có thể được điều chỉnh, không cắt ở tốc độ thấp quá lâu.

Để biết thông tin về cách kiểm tra mỏ neo của máy mài, hãy xem video tiếp theo.













Nhận xét đã được gửi thành công.