Chúng tôi tạo ra một cú nhấn từ một jack cắm bằng tay của chính chúng tôi

Máy ép thủy lực được làm từ kích không chỉ là một công cụ mạnh mẽ được sử dụng trong bất kỳ sản xuất nào mà còn là sự lựa chọn có ý thức của một nhà để xe hoặc thợ thủ công tại gia, những người cần gấp một công cụ để tạo ra áp lực nhiều tấn ở một địa điểm hạn chế nhỏ. Ví dụ, thiết bị này sẽ giúp khi đóng gói chất thải dễ cháy để đốt trong lò.



Lựa chọn giắc cắm
Kích thủy lực thường được chế tạo trên cơ sở kích thủy lực kiểu chai hoặc thủy tinh. Việc sử dụng thanh răng và trục vít bánh răng chỉ hợp lý trong các kết cấu làm việc hoàn toàn dựa trên cơ sở cơ học, nhược điểm của nó là làm mất đi không phải 5% nỗ lực mà chủ nhân đã áp dụng, mà còn nhiều hơn nữa, ví dụ, 25%. . Sử dụng giắc cắm cơ học không phải lúc nào cũng là một quyết định hợp lý: nó cũng có thể được thay thế, ví dụ, bởi một phó thợ khóa lớn, được lắp đặt theo chiều dọc.
Tốt hơn nên chọn loại kích thủy lực từ những mẫu có khả năng nâng khoảng 20 tấn. những mô hình tay của họ đủ để nâng một chiếc ô tô không chở khách và một chiếc xe tải hoặc một chiếc xe đầu kéo, chẳng hạn như từ "Scania" hoặc "KamAZ".
Một quyết định như vậy là đáng khen ngợi: lấy kích mạnh nhất là kinh doanh có lãi, và nhờ khả năng chịu tải của nó, nó sẽ phục vụ không phải 10 năm, mà là cả cuộc đời của người sở hữu máy ép thủy lực tự chế. Điều này có nghĩa là tải ít hơn khoảng ba lần so với tải trọng cho phép. Sản phẩm này sẽ bị mòn chậm hơn.



Hầu hết các loại kích thủy lực tầm trung - tàu đơn, với một thân. Ngoài tính đơn giản và độ tin cậy, chúng còn có hiệu suất ít nhất là 90%: tổn thất trong quá trình truyền tải điện năng bằng thủy lực là nhỏ. Một chất lỏng - ví dụ, dầu hộp số hoặc dầu động cơ - hầu như không thể nén được, ngoài ra, nó có vẻ hơi dẻo, thường giữ lại ít nhất 99% thể tích của nó. Nhờ tính chất này, dầu động cơ truyền lực đến thanh truyền gần như "nguyên vẹn".
Cơ học dựa trên sự lệch tâm, vòng bi, đòn bẩy không có khả năng gây ra tổn thất nhỏ như một chất lỏng được sử dụng làm vật liệu truyền tải.... Đối với những nỗ lực ít nhiều nghiêm trọng, bạn nên mua một kích có áp lực ít nhất 10 tấn - điều này sẽ hiệu quả nhất. Không nên sử dụng các loại giắc cắm kém mạnh mẽ, nếu chúng nằm trong phạm vi của cửa hàng ô tô gần nhất - trọng lượng (áp suất) quá nhỏ.


Công cụ và vật liệu
Quan tâm đến tính khả dụng của bản vẽ lắp đặt trong tương lai: có rất nhiều sự phát triển sẵn có trên Internet. Mặc dù có sự hiện diện của các mẫu giắc cắm hơi khác nhau, hãy chọn loại có "chân" lớn - bệ đỡ trên mặt đất. Sự khác biệt trong thiết kế, ví dụ, với diện tích chân nhỏ hơn (“đáy chai” với phần đế rộng lớn) là do mánh lới quảng cáo tiếp thị: không cắt xén thiết kế. Nếu một mô hình được chọn không thành công đột ngột bị hỏng vào thời điểm được phát triển cao nhất với sự hỗ trợ của nỗ lực, thì bạn sẽ không chỉ mất bộ truyền động chính mà còn có thể bị thương.
Để làm giường, bạn cần một kênh đủ điện - chiều dày thành mong muốn không nhỏ hơn 8 mm. Nếu bạn lấy một phôi có thành mỏng hơn, thì phôi có thể bị cong hoặc vỡ.Đừng quên: thép thông thường, từ đó làm ra đường ống nước, bồn tắm và các đường ống dẫn nước khác, đủ giòn khi bị đánh bằng một chiếc búa tạ cực mạnh: do quá áp, nó không chỉ bị uốn cong mà còn có thể nổ tung, có thể gây thương tích cho chủ nhân.
Đối với sản xuất toàn bộ giường, nên lấy kênh bốn mét: ở giai đoạn đầu tiên của quy trình kỹ thuật, nó sẽ được xẻ.



Cuối cùng, cơ chế quay trở lại sẽ yêu cầu lò xo đủ mạnh. Tất nhiên, những lò xo như lò xo dùng để đệm toa tàu là vô dụng, nhưng chúng cũng không nên mỏng và nhỏ. Chọn những loại có đủ lực để kéo bệ ép (có thể di chuyển) của lắp đặt về vị trí ban đầu của nó khi lực tác dụng bởi kích là "chảy máu".
Bổ sung vật tư tiêu hao của bạn với các vật phẩm sau:
- ống chuyên nghiệp có thành dày;
- góc 5 * 5 cm, với độ dày thép khoảng 4,5 ... 5 mm;
- thép vằn (thanh dẹt) dày 10 mm;
- một đường ống cắt với chiều dài lên đến 15 cm - cần kích phải đi vào trong đó;
- Thép tấm 10 mm, kích thước 25 * 10 cm.



Là công cụ:
- hàn biến tần và các điện cực có tiết diện chân khoảng 4 mm (phải duy trì dòng hoạt động tối đa lên đến 300 ampe - với biên độ để bản thân thiết bị không bị cháy);
- máy mài với một bộ đĩa cắt thành dày cho thép (bạn cũng có thể sử dụng một đĩa tráng kim cương);
- thước vuông (góc vuông);
- thước kẻ - "thước dây" (xây dựng);
- thước đo mức (ít nhất - hydrolevel bong bóng);
- thợ khóa (nên làm công việc trên một bàn làm việc chính thức), kẹp mạnh mẽ (những cái đã được "mài" để duy trì một góc vuông được khuyến khích).
Đừng quên kiểm tra khả năng sử dụng của thiết bị bảo hộ - mũ hàn, kính bảo hộ, mặt nạ phòng độc và sự phù hợp của găng tay làm bằng vải thô và dày.


Công nghệ sản xuất
Máy ép tự làm từ giắc cắm được sản xuất trong nhà để xe hoặc xưởng. Máy ép thủy lực mà bạn quyết định chế tạo tương đối nhỏ và đơn giản so với các đối tác công nghiệp của nó.
Với một kỹ năng nhất định trong việc làm việc với thiết bị hàn điện, sẽ không khó để hàn khung và điểm nhấn qua lại. Để làm ra một chiếc máy ép thủy lực tuyệt vời, bạn phải trải qua nhiều công đoạn liên tiếp.



Lắp ráp khung
Làm theo các bước sau để lắp ráp khung.
- Đánh dấu và cắt kênh, đường ống chuyên nghiệp và biên dạng góc có thành dày thành các khoảng trống, tham khảo bản vẽ. Cưa cả đĩa ra đĩa (nếu bạn chưa chuẩn bị).
- Lắp ráp đế: hàn các khoảng trống cần thiết bằng phương pháp đường may hai mặt. Kể từ khi độ sâu của dính (thâm nhập) của cái gọi là. "Vùng mối hàn" (vùng thép nóng chảy) không vượt quá 4-5 mm đối với các điện cực 4 mm; sự thâm nhập cũng được yêu cầu từ phía đối diện. Từ phía nào để nấu - nó không đóng bất kỳ vai trò nào, điều chính là các khoảng trống được cố định an toàn, nằm ở vị trí, được gắn chặt ban đầu. Quá trình hàn được thực hiện trong hai giai đoạn: đầu tiên, thực hiện đóng gói, sau đó phần chính của đường may được áp dụng. Nếu bạn không nắm lấy nó, thì kết cấu lắp ráp sẽ dẫn đến bị lệch, do đó, phần lắp ráp bị cong sẽ phải được cắt tại chỗ ngấu, căn chỉnh (mài) và hàn lại. Tránh các lỗi lắp ráp nghiêm trọng.
- Sau khi lắp ráp chân đế, hãy hàn các thành bên và xà ngang phía trên của giường. Trong quá trình lắp ráp, sau mỗi đường may, miết, kiểm soát độ vuông vắn. Cắt các bộ phận trước khi hàn được thực hiện cắt đối đầu. Để thay thế cho hàn - bu lông và đai ốc, hãy bấm và khóa vòng đệm ít nhất là M-18.
- Tạo một thanh di động bằng cách sử dụng một đường ống chuyên nghiệp hoặc một phần của kênh. Mối hàn ở trung tâm của thanh trượt chặn một đoạn ống có chứa thân.
- Để ngăn không cho thân cây bị lệch, hãy tạo các thanh dẫn hướng cho nó dựa trên thép dải. Chiều dài của thanh dẫn và chiều dài bên ngoài của thân bằng nhau. Gắn các thanh ray vào các mặt của bộ phận dừng di động.
- Thực hiện một điểm dừng có thể tháo rời. Khoét lỗ trên ray dẫn hướng để điều chỉnh độ cao của khu vực làm việc. Sau đó lắp các lò xo và kích vào chính nó.
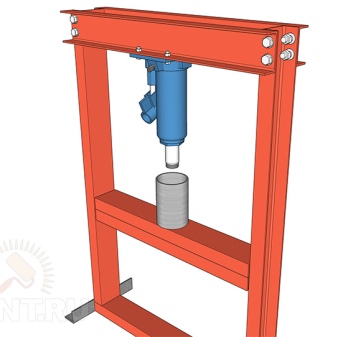
Kích thủy lực không phải lúc nào cũng hoạt động lộn ngược. Sau đó, kích được cố định bất động trên dầm trên, trong khi dầm dưới được sử dụng làm giá đỡ cho các phôi đang được gia công. Để máy ép hoạt động theo cách này, cần phải làm lại giắc cắm cho nó.



Thay đổi giắc cắm
Việc sửa đổi thủy lực được thực hiện theo cách sau.
- Lắp đặt thùng chứa mở rộng 0,3 L - kênh phụ của giắc cắm được kết nối với một ống trong suốt đơn giản. Nó được cố định bằng kẹp.
- Nếu phương pháp trước đó không phù hợp, sau đó tháo rời kích, xả dầu và bơm nó qua bộ phận thủy lực chính. Tháo đai ốc kẹp, xoay bình bên ngoài bằng vồ cao su và tháo nó ra. Vì bình không được lấp đầy hoàn toàn nên khi bị lật ngược, nó sẽ làm mất dòng chảy của dầu. Để loại bỏ nguyên nhân này, hãy lắp một ống lấy toàn bộ chiều dài của kính.
- Nếu vì lý do nào đó mà phương pháp này không phù hợp với bạn, hãy lắp thêm một thanh dầm vào máy ép... Yêu cầu đối với nó là trượt dọc theo các thanh dẫn và sở hữu một khớp nối từ đầu đến cuối, do đó, khi áp lực tăng, kích sẽ vẫn ở nơi làm việc của nó. Lật lại và cố định bằng bu lông M-10 vào trụ.
Sau khi bơm tăng áp suất, lực đẩy sẽ không bị bay ra.

Tạo giày áp lực
Thanh kích không có đủ tiết diện. Anh ta sẽ cần một vùng áp suất lớn hơn. Nếu điều này không được đảm bảo, thì việc làm việc với các bộ phận lớn sẽ trở nên khó khăn. Khối áp suất trên có khả năng giữ chặt vào thân bằng cách sử dụng một giá đỡ nhiều mảnh. Trên thực tế, một lỗ mù được cắt ở phần này, nơi mà cùng một thanh sẽ đi vào với một khe hở nhỏ. Ở đây, lò xo được móc vào các lỗ được cắt riêng biệt. Cả hai nền tảng đều được cắt và lắp ráp từ các phần kênh hoặc bốn khoảng trống ở góc, tạo thành một hình hộp chữ nhật với các mặt mở.
Nấu ăn được thực hiện bằng cách sử dụng các đường nối liên tục ở cả hai bên. Một cạnh hở được hàn bằng cách sử dụng một vết cắt hình vuông. Bên trong hộp được đổ bê tông M-500... Khi bê tông đông cứng, chi tiết này được hàn ở phía bên kia, dẫn đến một cặp miếng áp lực không biến dạng. Để lắp đặt cấu trúc kết quả trên một giắc cắm, một đoạn ống được hàn trên cùng dưới thân của nó. Để làm cho phần sau giữ ở đó chắc chắn hơn, một vòng đệm có lỗ cho tâm của thanh được cố định ở dưới cùng của kính kết quả. Trong trường hợp này, nền tảng từ bên dưới được cài đặt trên một thanh ngang có thể di chuyển được. Phương án tốt nhất là hàn trên hai miếng góc hoặc miếng thanh nhẵn không cho phép đệm áp suất di chuyển sang một bên.



Chùm hỗ trợ có thể điều chỉnh
Thanh ngang dưới không khác biệt đáng kể với thanh trên - cùng kích thước trong mặt cắt. Sự khác biệt chỉ là ở thiết kế. Để làm được điều này, bạn cần tạo một nền tảng hỗ trợ. Nó được làm từ một cặp phần chữ U quay với mặt có gân hướng ra ngoài. Các mặt này được gắn ở cả hai phía của các điểm dừng và được hàn ở giữa bằng cách sử dụng miếng đệm góc hoặc gia cố. Một khu vực không có người chạy dọc theo vùng trung tâm của xà ngang - đó là lý do tại sao cần phải tạo một khối hỗ trợ từ bên dưới. Cô ấy, lần lượt, dựa vào một khoảng trống bằng nửa chiều rộng của mỗi kệ. Giá đỡ bù đắp được hàn ở trung tâm của trống dưới cùng.
Tuy nhiên, thanh điều chỉnh có thể được cố định bằng các thanh trơn mạnh mẽ.Để thực hiện phương pháp buộc chặt này, hãy cắt một số rãnh nằm cạnh nhau trên các bộ phận kênh dọc của máy. Chúng nên được song song với nhau.
Đường kính của thanh, được cắt thành miếng đệm, không nhỏ hơn 18 mm - phần này đặt giới hạn an toàn có thể chấp nhận được cho bộ phận này của máy.


Cơ chế trả lại
Để các lò xo hồi vị hoạt động bình thường, hãy tăng số lượng của chúng lên sáu nếu có thể - chúng sẽ chịu được trọng lượng lớn của tấm đệm áp lực phía trên, nơi bê tông được đổ gần đây. Phương án lý tưởng là sử dụng lò xo để trả lại phần chuyển động (cửa) của cổng.
Nếu thiếu khối phía trên, hãy gắn các lò xo vào thanh kích. Việc buộc chặt như vậy được thực hiện bằng cách sử dụng một vòng đệm dày có đường kính bên trong nhỏ hơn tiết diện của thân cây. Bạn có thể cố định các lò xo bằng cách sử dụng các lỗ dọc theo các cạnh nằm trong máy giặt này. Chúng được giữ trên thanh trên cùng bằng các móc hàn. Vị trí thẳng đứng của lò xo là không cần thiết. Nếu chúng dài ra, thì bằng cách đặt chúng dưới một mức độ và không thẳng, có thể loại bỏ khuyết điểm này.


Cài đặt thêm
Máy ép mini để xe tự chế cũng có thể hoạt động trong trường hợp kích kéo dài que ra một khoảng cách ngắn hơn mà không kém phần hiệu quả. Hành trình của thanh càng ngắn, các bộ phận cần xử lý được ép vào bệ tĩnh (đe) càng nhanh.
- Gắn một đoạn ống hình chữ nhật hoặc hình vuông lên đe. Không cần thiết phải hàn "chặt chẽ" nó ở đó - bạn có thể tạo ra một phần gia tăng có thể tháo rời của trang web.
- Cách thứ hai như sau... Đặt một giá đỡ dưới cùng có thể điều chỉnh độ cao trên máy ép. Nó phải được giữ chặt vào các thành bên bằng các kết nối bắt vít. Tạo lỗ trên thành bên cho các bu lông này. Chiều cao của vị trí của họ được chọn dựa trên các nhiệm vụ.
- Cuối cùng, để không phải tu sửa lại máy ép, hãy sử dụng các tấm có thể thay thế, đóng vai trò của các vòng đệm thép bổ sung.
Phiên bản sửa đổi cuối cùng của máy là phiên bản rẻ nhất và linh hoạt nhất.


Để biết thông tin về cách tạo ấn từ giắc cắm bằng tay của chính bạn, hãy xem video tiếp theo.













Nhận xét đã được gửi thành công.