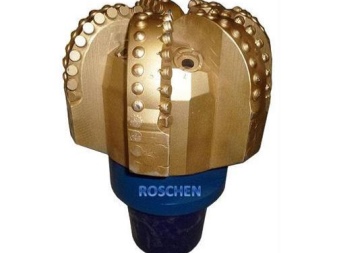
Tính năng của bit PDC
Công cụ khoan được sử dụng cả trong cuộc sống hàng ngày, khi tổ chức giếng, và ở quy mô công nghiệp, khi cần khoan đá.

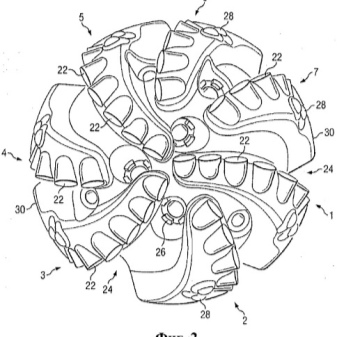
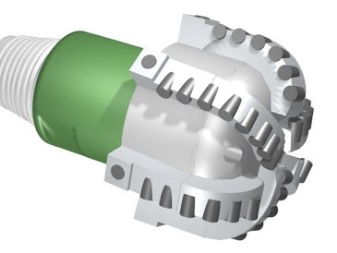
Thiết kế và mục đích
Trước hết, mũi khoan kim cương PDC được sử dụng để khoan với các giàn nhỏ gọn, khi không thể cung cấp tải trọng cần thiết khi khoan bằng bộ phận côn con lăn. Điều quan trọng là phải áp dụng áp suất cung cấp ít hơn ở tốc độ quay tương đương hoặc cao hơn.
Thiết bị khoan này có cơ chế phá đá hiệu quả. Bản thân việc khoan được thực hiện sau khi coring. Có thể sử dụng nó để tổ chức các giếng.
Do không thể tiếp cận các thành phần có thể chuyển động của các loại bit này, khi so sánh với các bit hình nón con lăn, không có nguy cơ một phần của dụng cụ có thể bị mất, và tất cả là do khả năng chống mài mòn cao nhất. Đồng thời, tuổi thọ sử dụng ở mức tải tuyệt đối dài hơn gấp 3-5 lần.
Hoàn toàn có thể khoan với các thiết bị được chỉ định trong các loại đá từ dễ uốn đến cứng và thậm chí mài mòn. Nguyên tắc hoạt động rất dễ hiểu nếu bạn nghĩ về các tính năng thiết kế của các cài đặt. Vì sự phá hủy của đá được quan sát bằng phương pháp mài mòn, trên thực tế, hiệu quả hơn nhiều so với các phương pháp khác, tỷ lệ xâm nhập trong đất dẻo cao hơn. Chỉ số này có thể cao hơn 3 lần so với chỉ tiêu được thiết lập bằng các phương pháp khác.


Hiệu ứng tương tự cũng đạt được do vỏ máy đặc biệt và các vật liệu được sử dụng để chế tạo cơ cấu cắt.
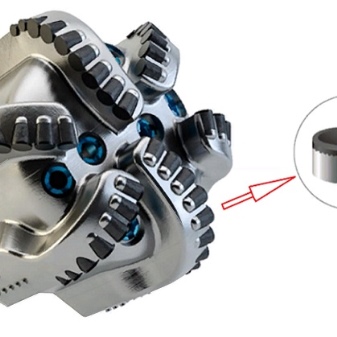
Dao cắt của các bit này có thể tự mài sắc. Chúng cũng nằm trên một cơ sở cacbua được bao phủ bởi một lớp kim cương đa tinh thể. Độ dày của nó là 0,5-5 mm. Cơ sở cacbua bị mòn nhanh hơn so với kim cương đa tinh thể, và điều này giữ cho lưỡi kim cương sắc bén trong một thời gian dài.
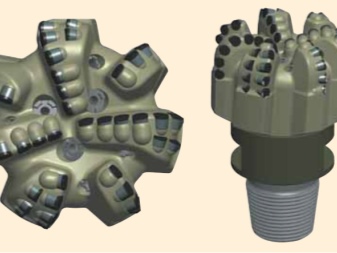
Tùy thuộc vào đá được khoan, các bit của nhóm này có thể là:
- ma trận;
- với thân thép.
Vỏ kim loại và ma trận đều có cơ hội vượt mặt nhau ở một số điểm. Từ đầu tiên, ví dụ, phương pháp buộc chặt các phần tử cắt phụ thuộc. Trong công cụ ma trận, chúng cũng được hàn vào hệ thống bằng cách sử dụng một mối hàn đơn giản.
Để lắp các phần tử cắt bằng thép, dụng cụ được nung nóng đến nhiệt độ 440 ° C. Sau khi cấu trúc nguội đi, máy cắt được đặt chắc chắn vào vị trí của nó. Máy cắt được sản xuất phù hợp với GOST. Việc giải mã đánh dấu được thực hiện theo mã IADC.


Ưu điểm và nhược điểm
Nó chắc chắn là giá trị đề cập đến ưu và nhược điểm của các sản phẩm được đề cập. Những lợi ích:
- hao mòn điện trở;
- hiệu quả cao ở một số loại đất;
- không có yếu tố chuyển động nào trong cấu trúc;
- áp lực cung cấp giảm.
Nhưng cũng có những nhược điểm đáng kể cần được đề cập. Trong số đó:
- giá bán;
- nhiều năng lượng hơn cần được áp dụng cho mỗi lượt bit.

Phân loại và ghi nhãn
Dấu hiệu trên công cụ được mô tả được thể hiện bằng bốn ký hiệu, lần lượt, có nghĩa là:
- khung;
- loại đá nào có thể khoan được;
- cấu trúc của phần tử cắt;
- biên dạng lưỡi dao.
Các loại cơ thể:
- M - ma trận;
- S - thép;
- D - kim cương tẩm.

Giống:
- rất mềm mại;
- mềm;
- mềm-vừa;
- Trung bình;
- Trung bình cứng;
- chất rắn;
- mạnh.

Kết cấu
Bất kể giống đang được làm việc, đường kính vết cắt có thể là:
- 19 mm;
- 13 mm;
- 8 mm.
Kích thước tiêu chuẩn được quy định trong GOST, cũng có các mô hình hai chiều.
Hồ sơ:
- đuôi cá;
- ngắn;
- Trung bình;
- Dài.

Nhà sản xuất của
Việc sản xuất các bit như vậy hiện đang ở quy mô lớn. Phổ biến nhất là Silver Bullet với một mặt phẳng.
Công cụ này được phân biệt bởi hiệu suất cao. Phạm vi áp dụng - khoan thí điểm trên các dự án định hướng ngang. Một khu vực rộng lớn được bao phủ bởi loại bit này. Thiết bị này hoàn toàn phù hợp với phích cắm xi măng và phù hợp để lắp đặt đầu dò địa nhiệt.
Moto-Bit là một thương hiệu phổ biến không kém. Những bit này hoạt động rất tốt với một động cơ nhỏ. Chúng được sử dụng rộng rãi trong việc tổ chức các giếng.
Khi cần làm việc với phích cắm composite, Nên sử dụng các bit Plugbuster. Đặc điểm phân biệt chính của chúng là một cấu hình thuôn nhọn đặc biệt, đã được cấp bằng sáng chế. So với các công cụ tương tự khác, công cụ này ở trong lỗ lâu hơn và có thể được sử dụng với RPM cao hơn. Bùn nhỏ. Đục được làm bằng thép hợp kim niken.


Khi khoan giếng địa nhiệt người ta thường sử dụng mũi khoan Mudbug, đây được coi là một công cụ đa năng với năng suất cao. Chúng được thiết kế để xử lý một lượng lớn vữa.
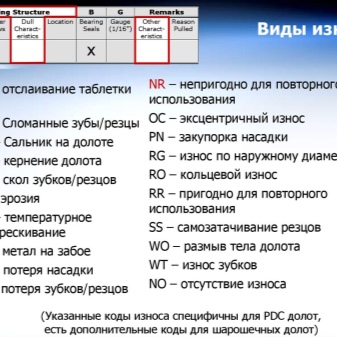
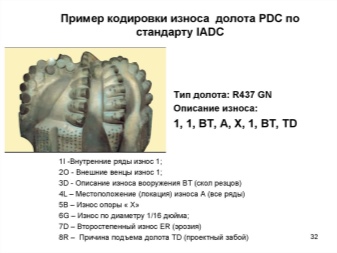
Mang mã
Mã mặc IADC chứa 8 vị trí. Thẻ mẫu đã thiết lập trông giống như sau:
|
tôi |
O |
NS |
L |
NS |
NS |
NS |
NS |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
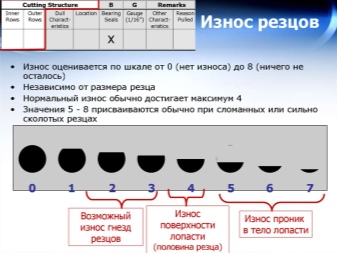
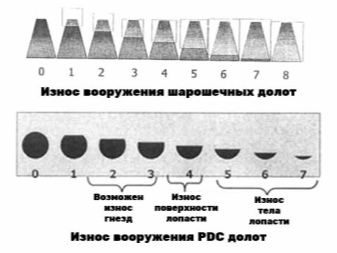
Trong trường hợp này, tôi - mô tả các yếu tố bên trong của vũ khí trên thang điểm:
0 - không mòn;
8 - mòn hoàn toàn;
O - các phần tử bên ngoài, không và tám có nghĩa giống nhau;
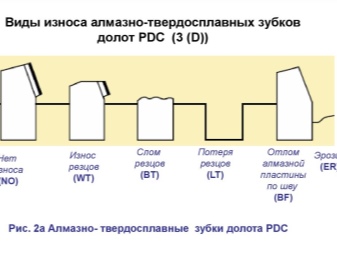
D - mô tả chi tiết hơn về mức độ hao mòn.

|
BC |
máy cắt phế liệu |
|
Bf |
cạo tấm kim cương dọc theo đường nối |
|
BT |
răng bị gãy hoặc máy cắt |
|
BU |
con dấu đục |
|
CC |
vết nứt trong máy cắt |
|
đĩa CD |
mất luân chuyển |
|
CI |
hình nón chồng lên nhau |
|
CR |
đấm một chút |
|
CT |
răng sứt mẻ |
|
ER |
xói mòn |
|
FC |
nghiến răng |
|
HC |
nứt nhiệt |
|
JD |
mài mòn từ các vật thể lạ ở đáy hố |
|
LC |
mất máy cắt |
|
LN |
mất vòi |
|
LT |
mất răng hoặc máy cắt |
|
OC |
mặc lệch tâm |
|
PB |
thiệt hại trong chuyến đi |
|
PN |
tắc nghẽn vòi phun |
|
R G |
đường kính ngoài mòn |
|
RO |
nhẫn đeo tay |
|
SD |
đục chân thiệt hại |
|
NS |
mòn răng tự mài |
|
TR |
lỗ thủng đáy |
|
WO |
rửa dụng cụ |
|
WT |
mòn răng hoặc máy cắt |
|
KHÔNG |
không mặc |

L - vị trí.
Đối với máy cắt:
"N" - hàng mũi;
"M" - hàng giữa;
"G" - hàng ngoài cùng;
"A" - tất cả các hàng.
Đối với một cái đục:
"C" - máy cắt;
"N" - trên cùng;
"T" - hình nón;
"S" - vai;
"G" - mẫu;
"A" - tất cả các khu vực.
B - vòng đệm ổ trục.
Với sự hỗ trợ cởi mở
Thang đo tuyến tính từ 0 đến 8 được sử dụng để mô tả tài nguyên:
0 - tài nguyên không được sử dụng;
8 - tài nguyên được sử dụng đầy đủ.
Với sự hỗ trợ kín:
"E" - con dấu có hiệu lực;
"F" - con dấu không theo thứ tự;
"N" - không thể xác định;
"X" - không có con dấu.
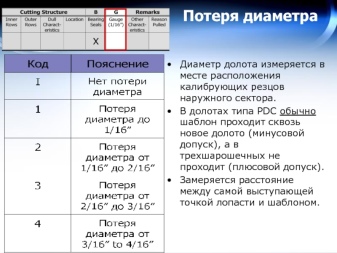
G là đường kính ngoài.
1 - không có mài mòn trên đường kính.
1/16 - Đường kính mòn là 1/16 in.
1/8 - Mang đường kính 1/8 ”.
1/4 - Đường kính mòn 1/4 in.
D - độ mòn nhỏ.


"BC" - máy cắt phế liệu.
"BF" - mảnh vụn của một tấm kim cương dọc theo đường nối.
"BT" - răng hoặc máy cắt bị gãy.
"BU" là tuyến trên bit.
"CC" - một vết nứt trên máy cắt.
"CD" - mài mòn dao cắt, mất khả năng quay.
"CI" - hình nón chồng lên nhau.
"CR" - đục lỗ.
"CT" - răng sứt mẻ.
ER là viết tắt của xói mòn.
"FC" - nghiến răng nghiến lợi.
"HC" - nứt nhiệt.
"JD" - mòn từ các vật thể lạ ở phía dưới.
“LC” - tổn thất máy cắt.
"LN" - tổn thất vòi phun.

"LT" - Mất răng hoặc máy cắt.
"OC" là viết tắt của độ mòn lệch tâm.
"PB" - thiệt hại trong các chuyến đi.
"PN" - tắc nghẽn vòi phun.
"RG" - Mang Đường kính Bên ngoài.
"RO" - hao mòn hình khuyên.
"SD" - thiệt hại cho chân bit.
"SS" - độ mòn của răng tự mài.
"TR" - hình thành các gờ ở lỗ dưới cùng.
"WO" - rửa dụng cụ.
"WT" - mòn trên răng hoặc máy cắt.
"KHÔNG" - không mặc.

R là lý do để nâng hoặc ngừng khoan.
"BHA" - Thay đổi BHA.
"CM" - xử lý bùn khoan.
"CP" - coring.
"DMF" - Hỏng hóc động cơ.
"DP" - khoan xi măng.
"DSF" - tai nạn dây khoan.
"DST" - kiểm tra đội hình.
"DTF" - Lỗi công cụ lỗ xuống.
"FM" - một sự thay đổi trong môi trường địa chất.
"HP" - tai nạn.


"HR" - tăng đúng lúc.
"LIH" - hao hụt dụng cụ ở lỗ dưới cùng.
"LOG" - nghiên cứu địa vật lý.
"PP" là sự gia tăng hoặc giảm áp lực trên bộ tăng.
"PR" là tốc độ khoan giảm.
"RIG" - sửa chữa thiết bị.
"TD" là mặt thiết kế.
"TQ" - mômen tăng.
"TW" - ve áo công cụ.
WC - điều kiện thời tiết.

Đặc điểm của các bit PDC trong video dưới đây.
































































Nhận xét đã được gửi thành công.